通信系統公司是如何看待半固態壓鑄技術在通信設備上的應用
隨著技術的不斷進步,室外通信設備不斷向著小型化、輕量化的方向發展,這就要求室外壓鑄機箱的體積需要做的盡可能小,重量盡可能的輕,這對設備的散熱能力提出了更高的要求,常規的壓鑄技術已經遇到瓶頸,在散熱方面很難有更大的突破;而半固態壓鑄具有組織均勻、無縮孔縮松等優勢,其導熱率與鍛造鋁比較接近,可以很好的提升壓鑄機箱的散熱效率。
1 半固態壓鑄技術的介紹
半固態壓鑄技術自 20 世紀 70 年代由美國麻省理工學院的研究小組首次提出,經過40 多年的研究與發展,在歐美等工業發達國家已被廣泛關注和研究,一些技術已進入工業化應用階段。
1.1 半固態壓鑄原理
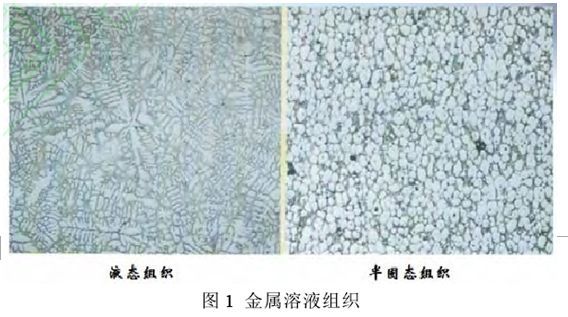
半固態是指金屬原料中既有液態也有固態的金屬漿料。處于固液相區間的合金經過連續攪拌后呈現出低的表觀粘度,此時在結晶過程中形成的樹枝晶被粒狀晶代替(見圖 1);這種漿料很容易變形,只要加很小的力就可以充填模具型腔,半固態壓鑄是利用壓鑄機強制將半固態金屬熔液壓入形狀復雜的金屬模具內的一種精密鑄造方法。
1.2半固態鋁合金材料
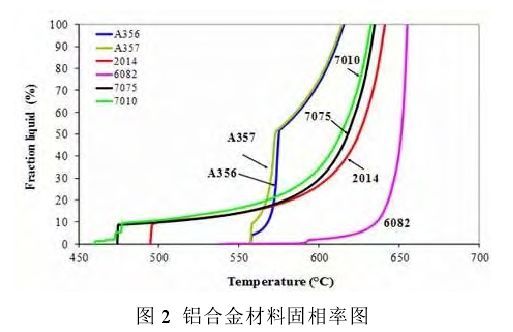
通常認為最適合半固態成形的液相率區間為30%-60%,圖2是不同的合金材料在不同溫度下的固相率。 從上圖可以看出半固態壓鑄可選用的鋁合金材料比較多,如A356、A357、2014、7010 等,為了提高鑄件的導熱效果及方便購買材料,選擇了材料 A356,它的導熱系數是159W/m K,遠高于普通ADC12的96W/mK的導熱率。
1.3 半固態壓鑄件的特點
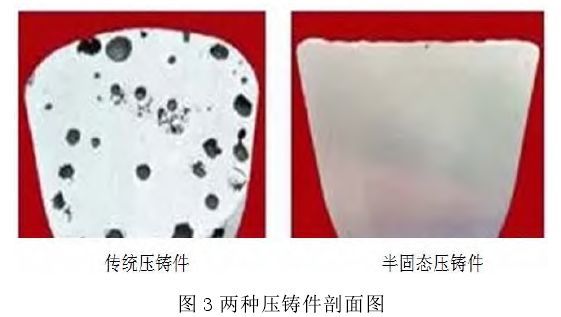
在傳統液態壓鑄成形過程中,由于合金熔體通常以枝狀晶組織形式凝固,流動性就會由于先凝固的固相所形成的網架結構而降低,在鑄件組織中往往會形成粗大的枝狀晶組織,并伴生有大量的縮松、縮孔等缺陷,影響到產品的導熱性。
在半固態壓鑄過程中,由于半固態合金漿料的澆注溫度控制在固液兩相區內,漿料中的固相以近球狀的非枝晶組織形式懸浮在液相基體中,使熔體具有良好的流動性,可以制作壁厚較薄的零件,同時在一定強度攪拌的作用下漿料以分布均勻,細小的非枝晶、近球狀的顯微組織凝固;在漿料充型過程中,半固態金屬的流動屬于層流,避免了氣體的卷人,且由于澆注溫度處于固液兩相區,顯著降低了鑄件內部的氣孔含量,使鑄件組織致密。兩種壓鑄件剖開后的截面效果如圖3 所示。
2 半固態壓鑄技術在通信設備中的應用
隨著技術的發展,通信運營商對通信設備的體積和重量越來越關注;通信設備的體積和重量就做的越來越小了;而設備的功率卻越來越高,單位體積上的熱耗越來越大,普通壓鑄件自然散熱很難滿足散熱要求,下文以某通信設備為例,介紹半固態壓鑄技術在通信設備上的應用。
2.1 設備功耗
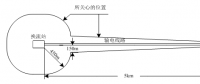
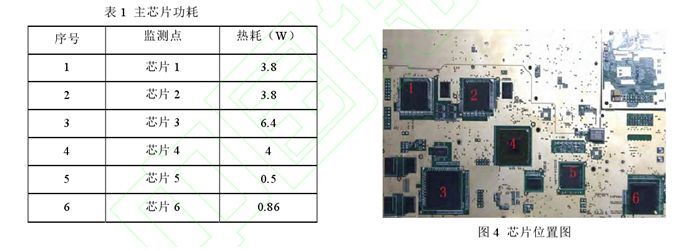
該設備需在環境溫度 40℃下進行工作,主要芯片功耗如下表 1 所示,芯片位置如圖 4 所示。
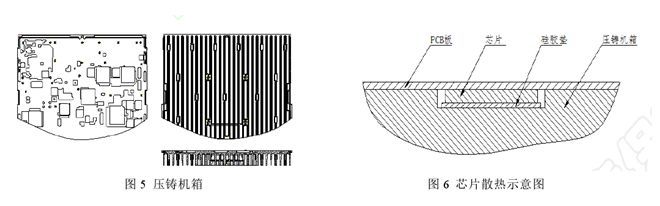
該通信設備機箱如下圖 5 所示;芯片頂部與機箱緊密接觸,芯片散熱方式如下圖 6 所示:
2.2 普通壓鑄機箱散熱效果
普通液態壓鑄機箱安裝 PCB 板后,設備在 40℃環境中工作時各芯片的表面溫度實測數據如下表2 所示。
2.3 半固態壓鑄機箱散熱效果
設備機箱采用半固態技術壓鑄,機箱安裝 PCB 板后,設備在 40℃環境中工作時各芯片的表面溫度實測數據如表3 所示。
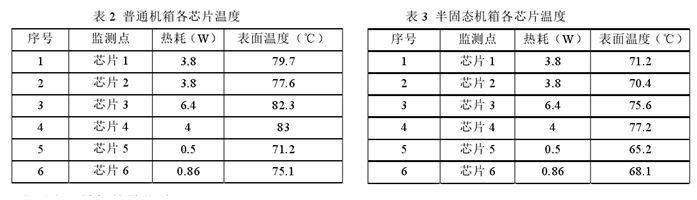
從上述兩張表中的數據可以看出通信設備采用半固態壓鑄技術后,鋁合金壓鑄機箱的整體散熱能力有了明顯的提升,各主要芯片的表面溫度都有較大幅度的降低。
3 結語
本文給出了半固態壓鑄技術的一種新應用領域,利用該壓鑄技術,可降低壓鑄件中氣孔的含量,使得壓鑄件更加密實,提高了壓鑄件的導熱率,對室外壓鑄機箱自然散熱能力的提升有很大的幫助,可以使壓鑄機箱做的更小、更輕。半固態壓鑄技術在通信行業中將會有很好的應用前景。

責任編輯:售電衡衡