XH27940數(shù)控轉(zhuǎn)子線圈加工中心的再制造技術(shù)改造
XH27940數(shù)控轉(zhuǎn)子線圈加工中心的再制造技術(shù)改造
哈爾濱患楓廠有限責(zé)任公司 許建
摘要:本文介紹西門子840DsL數(shù)控系統(tǒng)改造轉(zhuǎn)子線圈加工中心的硬件配置、軟件編程調(diào)試、機(jī)電設(shè)計(jì)、數(shù)控系統(tǒng)二次開發(fā)的主要特點(diǎn)與難點(diǎn),描述轉(zhuǎn)子線圈加工工藝方法,可以一次裝夾實(shí)現(xiàn)轉(zhuǎn)子線圈直線銅排的平面、槽、曲面、鉆、鏜等多工序加工。
關(guān)鍵詞:機(jī)床再制造;轉(zhuǎn)子線圈加工;840DsL數(shù)控系統(tǒng);PLC編程;機(jī)電調(diào)整
1引言
子線圈是發(fā)電機(jī)中的主要核心部件之一,其質(zhì)量在很大程度上決定了整個(gè)發(fā)電機(jī)的制造水平,結(jié)合哈電公司轉(zhuǎn)子線圈的制造經(jīng)驗(yàn)和線圈加工工藝的要求,研發(fā)了XH27940數(shù)控轉(zhuǎn)子線圈加工中心。本文介紹數(shù)控轉(zhuǎn)子線圈專用機(jī)床的結(jié)構(gòu)特點(diǎn),840DsL數(shù)控系統(tǒng)設(shè)計(jì)、調(diào)試應(yīng)用的關(guān)鍵技術(shù),功能控制軟件、機(jī)床參數(shù)、PLC功能塊、刀具管理功能。配制電氣控制柜,編制PLC電氣邏輯控制程序,匹配調(diào)整機(jī)床參數(shù),完成數(shù)控電氣控制系統(tǒng)的整體連接調(diào)試。
2 XH27940數(shù)控轉(zhuǎn)予線圈加工中心主要部件的組成
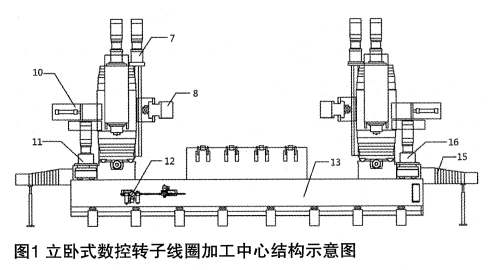
本機(jī)床主要用于汽輪發(fā)電機(jī)轉(zhuǎn)子線圈直線銅排多工序的加工,其結(jié)構(gòu)如圖1所示。本機(jī)床由工件夾具;銑頭床身( 13);左、右渭座;左、右銑頭立柱;機(jī)床設(shè)有左、右立銑裝置銑頭,左、右臥式銑頭,左、右銑頭可以同時(shí)動(dòng)作;進(jìn)給傳動(dòng)裝置、潤(rùn)滑裝置、氣動(dòng)夾緊裝置(12)、防護(hù)罩(15)、刀庫(kù)(10)、數(shù)控電氣系統(tǒng)、隨機(jī)附件組成。
本專用機(jī)床具有兩組銑頭部件,每組帶有一個(gè)立銑裝置的銑頭和一個(gè)臥式銑頭,布置在床身縱向(長(zhǎng)軸向)的左右兩端,銑頭分別安在左右立柱上,立銑裝置銑頭可以同時(shí)或分別作垂直上下移動(dòng)進(jìn)給Z軸/Zl軸,臥式銑頭可沿立柱上下移動(dòng)進(jìn)給U軸(7) /[J]軸,依靠方滑枕進(jìn)行軸向移動(dòng)進(jìn)給V軸(8)/Vl軸;機(jī)床有兩條床身,靠近操作位置的前床身為工件基臺(tái)床身,供安裝夾具,裝卡工件用;平行于基臺(tái)床身的后床身為銑頭床身,供安裝縱向/橫向滑座使用;立柱安裝在縱向/橫向滑座上,左右滑座的縱導(dǎo)軌沿著床身可以同時(shí)或分別移動(dòng)進(jìn)給X軸( 11) /Xl軸(16),橫導(dǎo)軌可以保證立柱作垂直于X軸/X1軸的橫向移動(dòng)進(jìn)給Y軸/Yl軸;本機(jī)床的縱向、橫向及垂直導(dǎo)軌均采用直線導(dǎo)軌副,銑頭床身有伸縮不銹鋼防護(hù)罩;每個(gè)立柱上安裝有一個(gè)刀具庫(kù),提供立銑裝置銑頭自動(dòng)換刀。
2.1工件夾具工藝設(shè)計(jì)
椴據(jù)加工零件設(shè)計(jì)工件夾具,工件安裝在工件基臺(tái)床身上,全部采用氣動(dòng)裝置自動(dòng)夾緊,采用單根銅排放置裝夾的形式,以底面和一側(cè)面為定位基準(zhǔn),夾具上按銅排長(zhǎng)度均勻設(shè)置有若干壓緊及側(cè)頂裝置,每套壓緊及側(cè)頂裝置備為一個(gè)獨(dú)立單元,根據(jù)工件的長(zhǎng)度不同和加工部位的不同沿基臺(tái)床身上的T形槽移動(dòng)調(diào)整位置,壓緊及側(cè)頂裝置采用氣動(dòng)自動(dòng)夾緊,每個(gè)組件的控制管采用軟管與基臺(tái)床身上的總管相連。對(duì)于成組加工銅排端面及魚尾形接頭時(shí),單獨(dú)設(shè)計(jì)有一套隨行夾具,先由操作者在機(jī)床外將工件成組固定,在加工時(shí)連同隨行夾具一起安裝在機(jī)床夾具上。
3數(shù)控及電氣系統(tǒng)配置
該設(shè)備是一臺(tái)加工發(fā)電機(jī)轉(zhuǎn)子線圈的專用數(shù)控鏜銑床,電氣控制由數(shù)控系統(tǒng)、電氣控制柜、操作站及特殊工藝加工軟件等組成。
3.1數(shù)控系統(tǒng)SINUMERIK 840DsL
SINUMERIK 840DsL數(shù)控系統(tǒng)基本配置:OP015A 15”TFT彩色顯示屏操作面板2件;雙PCU50.3-P(Windows 7操作系統(tǒng)、120GB硬盤、USB接口、以太網(wǎng)口),MCP483G PN機(jī)床操作面板2件,HT2手持單元2件(用于二個(gè)操作站)。NCU730.3(6FC5373-OAA30-OAAl),SIMATIC S7-300 PLG IM153接口模塊ET200M( 6ES7153-1AA03-OXBO)、SM數(shù)字I/O(輸入/輸出)模塊。PLC輸入6ES7321-1BLOO-OAAO;PLC輸出6ES7322-1HH01-OAAO;PLC電源模塊6ES7307-1EAOO-OAAO。
采用西門子SINUMERIK 840DsL教控系統(tǒng)具有4個(gè)通道、2個(gè)方式組、雙顯示操作單元。10個(gè)數(shù)字進(jìn)給軸,4個(gè)數(shù)字主軸控制,4軸聯(lián)動(dòng)控制。刀具半徑補(bǔ)償、刀具長(zhǎng)度補(bǔ)償。反向間隙補(bǔ)償、多維低頭補(bǔ)償、螺距誤差補(bǔ)償。零點(diǎn)偏置數(shù)量20組;用戶R參數(shù)數(shù)量200個(gè)。
3.2數(shù)控軸設(shè)置
該專用機(jī)床共有10個(gè)直線進(jìn)給軸和4個(gè)旋轉(zhuǎn)主軸,2個(gè)斗笠式刀具庫(kù)。采用西門子840DsL數(shù)控系統(tǒng),主軸及進(jìn)給軸均采用SINAMICS S120伺服驅(qū)動(dòng)裝置,進(jìn)給軸均采用獨(dú)立的SIEMENS lFT6電機(jī),主軸旋轉(zhuǎn)運(yùn)動(dòng)(SP~SP3軸)采用SIEMENS lPH8電機(jī),左右滑座(X軸和Xl軸)、立柱移動(dòng)(Y軸和Yl軸)、立銑裝置的主軸箱移動(dòng)(Z軸和Zl軸)、臥銑主軸箱上下移動(dòng)(U軸和[J]軸),臥銑滑枕移動(dòng)(V軸和V1軸)等10個(gè)進(jìn)給軸均采用1FT6電動(dòng)機(jī)驅(qū)動(dòng),各電動(dòng)機(jī)自帶編碼器作為位置反饋元件。其中10個(gè)進(jìn)給軸采用光柵尺作為全閉環(huán)反饋,直線式光柵尺均采用德國(guó)Heidenhain LB382C,4個(gè)旋轉(zhuǎn)主軸采用主軸電機(jī)自帶的編碼器作半閉環(huán)控制。
左立銑裝置:X、Y、Z、SP放在第1通道里: 左臥銑:X、U、V、SP2放在第3通道;右立銑裝置Xl、Yl、Zl、SP1放在第2通道里;右臥銑:X1、[J]、Vl、SP3放在第4通道。其中1、3通道在方式組1,2、4通道在方式組2。
第1號(hào)機(jī)X軸(立柱沿著機(jī)床床身縱向移動(dòng));Y軸(立柱沿著機(jī)床床身橫向移動(dòng));Z軸(立主軸1垂直移動(dòng));U軸(臥主軸垂直移動(dòng));V軸(臥主軸滑枕伸縮移動(dòng));SP軸(立式主軸1);SP2軸(臥式主軸1)。
第2號(hào)機(jī)Xl軸(沿著機(jī)床床身縱向移動(dòng));Y1軸(沿著機(jī)床床身橫向移動(dòng));Zl軸(立主軸2垂直移動(dòng));[J]軸(臥主軸垂直移動(dòng));V1軸(臥主軸滑枕伸縮移動(dòng));SP1軸(立式主軸2);SP3軸(臥式主軸2)。
3.3數(shù)控機(jī)床參數(shù)設(shè)置
NC啟動(dòng):首先釋放PCU50的Windows7操作系統(tǒng)和安裝HMI系統(tǒng)操作軟件,配置PROFIBUS-DP現(xiàn)場(chǎng)總線地址參數(shù),啟動(dòng)數(shù)控系統(tǒng)。
進(jìn)行840DsL系統(tǒng)參數(shù)設(shè)定和調(diào)整:進(jìn)入機(jī)床參數(shù)的設(shè)定界面,安裝系統(tǒng)默認(rèn)的標(biāo)準(zhǔn)機(jī)床數(shù)據(jù),列舉設(shè)置調(diào)整的主要機(jī)床參數(shù)。
3.3.1進(jìn)入“GENERAL”窗口(通用機(jī)床數(shù)據(jù)設(shè)定)
MD10000[0- -'13]定義機(jī)床軸名稱:X、Y、Z、U、V、SP、SP2、X1、Yl、Zl、[J]、Vl、SP1、SP3;MD10050[0- --13]定義系統(tǒng)循環(huán)時(shí)間:0.004s;MD10720[0--'13]定義默認(rèn)工作方式:7;MD19100定義控制軸數(shù):14;MD10010[0- - -3]方式組中分配有效通道:1、2、1、2。
3.3.2進(jìn)入“CHAl\fNEL SPECIFIC”(特別通道機(jī)床數(shù)據(jù)設(shè)定)
MD20000[0--'3]定 義 通 道 名:CHANl...CHAN3。
CHANDATA(1):MD20050[0--'2]定義通道中幾何軸分配:1、2、3;MD20060[0".2J定義通道中幾何軸名稱:X、Y、Z;MD20070[0---3]定義通道中通道軸編號(hào):1、2、3、6;MD20080[0--'3]定義通道中通道軸名稱:X、Y、Z、SP。
CHANDATA(2):MD20050[0".2]定義通道中幾何軸分配:1、2、3;MD20060[0-'-2]定義通道中幾何軸名稱:X1、Yl、21;MD20070[0---3]定義通道中通道軸編號(hào):8、9、10、13;MD20080[0-'3]定義通道中通道軸名稱:Xl、Yl、Zl、SP1。
CHANDATA(3):MD20050[0-'-2]定義通道中幾何軸分配:1、2、3;MD20060[0-- -2]定義通道中幾何軸名稱:X、U、V;MD20070[0---3]定義通道中通道軸編號(hào):1、4、5、7;MD20080[0-- -3]定義通道中通道軸名稱:X、U、V、SP2。
CHANDATA(4):MD20050[0---2]定義通道中幾何軸分配:1、2、3;MD20060[0--2]定義通道中幾何軸名稱:X1、[J]、Vl;MD20070[0---3]定義通道中通道軸編號(hào):8、11、12、14;MD20080[0-.3]定義通道中通道軸名稱:Xl、[J]、Vl、SP3。
3.2.3進(jìn)入‘‘AXEXSPECIFIC”(特別軸機(jī)床數(shù)據(jù)設(shè)定)
MD30110定義電動(dòng)機(jī)軸的物理模塊位置:驅(qū)動(dòng)器號(hào)/模塊號(hào)( X=l、Y-2、2=3、U-4、V=5、SP-6、SP2=7、Xl=8、Y1=9、21=10、U1=11、Vl=12、SPl=13、SP3=14);MD30120-1定義設(shè)定值輸出到子模塊/模塊;MD30130-1定義軸輸出類型:1(1表示實(shí)軸方式);MD30200-1/2定義第一或第二測(cè)量系統(tǒng)生效;MD30240=1走義測(cè)量系統(tǒng)的類型:(1表示增量測(cè)量系統(tǒng));MD30300定義軸是旋轉(zhuǎn)軸還是直線軸:(0表示直線軸,1表示旋轉(zhuǎn)軸);MD31000定義直接測(cè)量元件類型:(1表示直線測(cè)量裝置,O表示旋轉(zhuǎn)測(cè)量裝置);MD31010定義光柵尺柵距:0.004(光柵節(jié)點(diǎn)距離)直線標(biāo)尺刻度,輸入值與實(shí)際值相符;MD31020定義編碼器每轉(zhuǎn)脈沖數(shù):2048;MD31040-1直接測(cè)量系統(tǒng);MD31050和MD31060定義電動(dòng)機(jī)到絲杠的減速比:輸入值要與實(shí)際值相符;MD31070和MD31080定義絲杠到編碼器的減速比:輸入值要與實(shí)際值相符。
3.2.4進(jìn)給軸的測(cè)量系統(tǒng)數(shù)據(jù)
MD34040=200(返參考點(diǎn)速度);MD34060=40(返參考點(diǎn)最大移動(dòng)距離);MD34200-3(回零方式),(3表示帶距離碼的增量型測(cè)量裝置);MD34300=20(標(biāo)準(zhǔn)參考點(diǎn)標(biāo)志柵格間距),(Heidenhain LB382C光柵尺為20mm):MD34310=0.02(距離碼光柵尺兩個(gè)參考標(biāo)志之間的間隔值);MD34320-0(返參方向與實(shí)際值顯示是否一致),(0:方向一致,1:反向?qū)ふ?。
3.2.5設(shè)置各個(gè)軸(包括主軸)的具體叁數(shù)
最后進(jìn)入“MACHINE DATA”,設(shè)置控制參數(shù)、機(jī)械傳動(dòng)參數(shù)、速度參數(shù),包括設(shè)置通用參數(shù)、通道參數(shù)、軸/主軸參數(shù)和監(jiān)控參數(shù)、轉(zhuǎn)速極限、最高速度、加速度、運(yùn)動(dòng)方向、反饋極性、位置增益、定位誤差、報(bào)警極限等。
4控制軟件與PLC編程關(guān)鍵技術(shù)
4.1雙PCU50雙顯示的設(shè)置
840DsL數(shù)控系統(tǒng)配置4個(gè)通道、2個(gè)方式組,采用雙PCU50.雙MCP.雙HT2在同一以太網(wǎng)絡(luò),實(shí)現(xiàn)雙顯示以及雙操作控制。修改PCU50的網(wǎng)絡(luò)地址,使其對(duì)應(yīng)關(guān)系為2:1(2個(gè)PCU50對(duì)應(yīng)1個(gè)NUC),有關(guān)PCU50配置文件主童有config.ini和netnames.ini, PCU地址的設(shè)置取決于netnarnes.ini文件。
netnames.ini文件如下:
[own]
owner=HMI_1
[conn HMI_1]
conn_l=NCU_l;HMI_1可連接NCU_1
[param HMI~1]
hmi_address=l;HMI_1的軟件地址設(shè)置為1
[param NCU_1]
nck_address=192.168.214.1, LINE=10 ,NAME=/NC ,SAP=030d, PROFILE=CLTl_CP_L4_INT
plc_address =192.168.214.1, LINE =10 ,NAME =/PLC, SAP=0201,PROFILE =CLTl_CP_L4_INT
name=Machine_l
[chan HMI_11
DEFA[J]T_logChanSet=Machine_l
DEFA[J]T_logChan=NCKl.l; 默認(rèn)登錄NCKl.1
ShowChanMenu=false
LogChanSetList=Machine_l;只顯示NCU_1
[Machine_l]
LogChanList=NCKl.1;只顯示NCKl.1,若需要顯示多個(gè)通道,則在此增加
[NCKl.1]
LogNCName=NCU_l
ChanNum-l
對(duì)于第2個(gè)PCU50用EDIT編輯器打開F:\mmc2\netnames.ini,在文件尾部增加以下指令:LogNCName=NCU_1, ChanNum=l。并且將第2個(gè)PCU50的以太網(wǎng)地址由原來(lái)的“192.168.214.241”改為需要的值“192.168,214.242”。重新啟動(dòng)PCU50即可。
4.2通道及方式組設(shè)置
下面以1個(gè)PCU50.3對(duì)應(yīng)1個(gè)配置了4個(gè)通道的NCU為例,其具有2種操作模式,模式1可以操作1、3通道,模式2可以操作2、4通道,則其MMC2\netnames.ini內(nèi)容如下:
[chan MMCl]
DEFA[J]T_logChanSet=Model; MMC_1啟動(dòng)后默認(rèn)模式為Model
DEFA[J]T_logChanSet=CHANl; MMC_1啟動(dòng)后默認(rèn)通道為CHANl '
LogChanSetList=Model, Mode2; MMC_1允許3種操作模式
ShowChanMenu-true;垂直軟鍵顯示通道菜單
[Model]
LogChanList=CHANl, CHAN3; Model可操作通道CHAN1,CHAN3
[Mode2]
LogChanList=CHAN2, CHAN4; Model可操作通道CHAN2,CHAN4
修改NETNAMES.INI后,重新啟動(dòng)PCU50即可。
4.3刀庫(kù)管理與自動(dòng)換刀
加工中心帶有刀具庫(kù),西門子840DsL數(shù)控系統(tǒng)可選配刀具管理功能( 6FC5800-OAM88-OYBO),刀具管理功能包括建立刀具表,它具有刀具裝載、卸載、重新定位等功能,提供刀具管理數(shù)據(jù)修改的功能FC缺和后臺(tái)DB數(shù)據(jù)塊作為PLC接口,根據(jù)刀庫(kù)結(jié)構(gòu)形式來(lái)組態(tài),靈活方便、功能強(qiáng)大,可適用于多種形式以及特殊結(jié)構(gòu)的刀庫(kù)。換刀通過(guò)NC編程與PLC編程相結(jié)合實(shí)現(xiàn),NC程序控制相應(yīng)的軸移動(dòng),完成每一步驟就通知PLC修改刀具管理數(shù)據(jù),使其與實(shí)際狀態(tài)始終保持一致。
刀庫(kù)管理相關(guān)的PLC接口信號(hào)主要有刀具裝卸數(shù)據(jù)塊DB71、刀具交換數(shù)據(jù)塊DB72、轉(zhuǎn)塔刀庫(kù)換刀數(shù)據(jù)塊DB73以及刀庫(kù)管理基本程序內(nèi)部用數(shù)據(jù)塊DB74。
840DsL toolbox中提供了一些PLC功能塊,F(xiàn)C6是刀具管理基本子程序,F(xiàn)C7用來(lái)確認(rèn)轉(zhuǎn)塔刀庫(kù)的換刀命令,F(xiàn)C8用來(lái)確認(rèn)刀庫(kù)管理任務(wù)的完成,可用FC22來(lái)計(jì)算并選擇刀庫(kù)的最短運(yùn)行路徑。FC90用于建立刀具管理任務(wù)表。
4.3.1 FC8數(shù)據(jù)傳輸功能塊的應(yīng)用
FC8的數(shù)據(jù)傳輸執(zhí)行模式有裝卸刀具、刀具準(zhǔn)備/換刀、轉(zhuǎn)塔換刀、異步傳輸、帶刀位預(yù)約的異步傳輸5種,它通過(guò)參數(shù)“Taskldent”來(lái)識(shí)別,每次任務(wù)完成都會(huì)通過(guò)FC8來(lái)修改新/舊刀具的位數(shù)據(jù)。
4.3.2 FC90刀具管理任務(wù)表的應(yīng)用
下面是以1臺(tái)含有24個(gè)刀位的盤式刀庫(kù)、1個(gè)主軸、1個(gè)雙手爪機(jī)械手的加工中心采說(shuō)明刀具管理任務(wù)表的建立過(guò)程。
FC90可根據(jù)刀具管理任務(wù)表對(duì)DB90中對(duì)應(yīng)的每1位狀態(tài)進(jìn)行置位。DB90是FB90的背景數(shù)據(jù)塊,可以根據(jù)FC90的最后1行調(diào)用FB90來(lái)修改DB90相應(yīng)的刀具數(shù)據(jù)位。
4.3.2.1換刀的動(dòng)作過(guò)程
當(dāng)程序執(zhí)行到T代碼時(shí),首先系統(tǒng)判別刀庫(kù)里有無(wú)此刀號(hào),如果沒有,則發(fā)出報(bào)警(如T代碼錯(cuò)誤);此外還要判別所選刀具是否在主軸上,則完成T代碼控制。然后判別所選刀具在刀庫(kù)的具體位置,驅(qū)動(dòng)刀盤電機(jī),通過(guò)刀盤上計(jì)數(shù)器開關(guān)控制所選刀具轉(zhuǎn)到換刀位置,完成T代碼控制。
完成換刀前準(zhǔn)備,手爪2在刀庫(kù)側(cè),手爪1在主軸側(cè)。
程序執(zhí)行到換刀指令M06后,主軸自動(dòng)返回到換刀點(diǎn)且主軸定向準(zhǔn)停控制。
手爪1取舊刀時(shí)主軸松刀,并發(fā)出主軸松刀到位信號(hào)。
機(jī)械手拔刀伸出后旋轉(zhuǎn)180度,然后機(jī)械手縮回,手爪2將將新刀裝入到主軸中,主軸拉刀,并發(fā)出主軸刀具夾緊到位信號(hào)。
機(jī)械手回等待位,舊刀回到刀庫(kù)中,換刀結(jié)束。
4.3.3轉(zhuǎn)子線圈制造加工工藝研究
為增大焊接面積,全部焊口采用魚尾結(jié)構(gòu)。采用雙排通風(fēng)槽結(jié)構(gòu),兩通風(fēng)槽間隔較近,在金加工過(guò)程中有變形的風(fēng)險(xiǎn);線規(guī)寬且薄,在銑接頭過(guò)程中易產(chǎn)生形變。轉(zhuǎn)子線圈采用了變線規(guī)的設(shè)計(jì)結(jié)構(gòu),在直線與轉(zhuǎn)角連接的焊口處進(jìn)行了倒角設(shè)計(jì)。新型刀具應(yīng)用,使用三面刃銑刀組進(jìn)行雙排通風(fēng)直槽加工,使用鍵槽銑刀進(jìn)行45。槽加工。轉(zhuǎn)角通風(fēng)槽使用提制三面刃銑刀組,實(shí)現(xiàn)了三排孔、雙排槽、接頭倒角等新結(jié)構(gòu)的加工;通過(guò)增加復(fù)型工序,保證了成品線圈的端部形狀質(zhì)量。加工過(guò)程中使用切削液進(jìn)行輔助,立式主軸以高轉(zhuǎn)速加工,保證雙排通風(fēng)槽加工精度。采用一次裝夾兩件,減少裝夾輔助時(shí)間,提高加工效率。
根據(jù)1000MW超臨界發(fā)電機(jī)轉(zhuǎn)子線圈冷卻通風(fēng)道的圓弧半徑和寬度尺寸設(shè)計(jì)選擇刀具,根據(jù)線圈的節(jié)距及雙排孔節(jié)距偏差進(jìn)行加工定位,在各工序加工時(shí)一次裝夾兩根銅排,端面加工及成組魚尾形接頭加工時(shí)一次裝夾一個(gè)轉(zhuǎn)子槽數(shù)量的銅排,設(shè)計(jì)用于汽輪發(fā)電機(jī)轉(zhuǎn)子線圈直線銅排端面、魚尾槽、直槽、斜槽、腰形孔加工的軟件子程序,按照線圈銅排的加工工序要求和具體尺寸要求編制出加工軟件程序,作為子程序存放在系統(tǒng)的子程序存儲(chǔ)區(qū)里,根據(jù)加工對(duì)象進(jìn)行調(diào)用;加工過(guò)程中自動(dòng)更換刀具,實(shí)現(xiàn)高速度主軸數(shù)字驅(qū)動(dòng)和銑鏜全功能加工,保證轉(zhuǎn)子線圈的全序自動(dòng)加工;本機(jī)床操作可以左右銑頭同時(shí)動(dòng)作,也可任一銑頭單獨(dú)操作,機(jī)床的加工方式規(guī)格范圍可以作為通用型數(shù)控銑床使用,能夠完成平面、槽、曲面、鉆、鏜等工序的加工。
機(jī)床運(yùn)行的連鎖保護(hù)功能:工件床身上銅排的夾緊、放松、潤(rùn)滑油路等各種操作狀態(tài)正常后,才允許機(jī)床運(yùn)行程序加工工件。
完善、可靠的報(bào)警系統(tǒng),能對(duì)機(jī)床運(yùn)行狀態(tài)進(jìn)行有效監(jiān)控。當(dāng)機(jī)床出現(xiàn)故障時(shí),在屏幕上發(fā)出簡(jiǎn)體中文信息顯示,便于查找和處理。
4.3.4加工工藝編程
機(jī)床采用右手直角笛卡爾坐標(biāo)系,通過(guò)回參考點(diǎn)確定機(jī)床原點(diǎn),建立起來(lái)機(jī)床坐標(biāo)系,工件坐標(biāo)系可通過(guò)對(duì)機(jī)床坐標(biāo)系的零點(diǎn)偏置、平移、旋轉(zhuǎn)、鏡像等得到。設(shè)計(jì)用于轉(zhuǎn)子線圈直線銅排端面、魚尾槽、直槽、斜槽、腰形孔等工件加工子程序。
5再制造技術(shù)改造小結(jié)
本機(jī)床用于汽輪發(fā)電機(jī)轉(zhuǎn)子線圈直線銅排接頭、端面、魚尾槽、直槽、斜槽、腰形孔的加工,也可以作為一臺(tái)通用型數(shù)控鏜銑床使用,可以完成平面、槽、曲面、鉆、鏜等工序的加工。
再制造改造后的專用機(jī)床設(shè)計(jì)結(jié)構(gòu)合理、操作方便、控制功能齊全、加工效率高、邏輯保護(hù)功能強(qiáng)、定位精度高、運(yùn)行穩(wěn)定可靠,為設(shè)備的多軸復(fù)合控制、多工序一體加工提供了寶貴經(jīng)驗(yàn)。采用西門子840DsL數(shù)控系統(tǒng),多通道、多方式組、多顯示,具有十四軸的控制功能,PLC采用模塊化編程,進(jìn)給軸采用交流伺服驅(qū)動(dòng),全閉環(huán)控制,這些技術(shù)在國(guó)內(nèi)外都處于先進(jìn)水平。
參考文獻(xiàn):
[1]許建.數(shù)控機(jī)床改造技術(shù)及實(shí)例[M].北京機(jī)械工業(yè)出版社,2017.60 I EPEM 2018.10
官方微信售電那點(diǎn)事兒")
責(zé)任編輯:繼電保護(hù)
- 相關(guān)閱讀
- 電力要聞
- 交易行情
- 增量配網(wǎng)
- 電改政策
- 電改觀察
- 會(huì)展活動(dòng)
- 國(guó)際電力
-
11個(gè)試點(diǎn)項(xiàng)目!河北省2021年度電力源網(wǎng)荷儲(chǔ)一體化和多能互補(bǔ)試點(diǎn)項(xiàng)目公示名單
-

能源服務(wù)的線上線下
2021-12-20能源服務(wù) -

廣東:支持建設(shè)電、熱、冷、氣等多種能源協(xié)同互濟(jì)的綜合能源項(xiàng)目 培育綠色交易市場(chǎng)機(jī)制
2021-12-20多種能源協(xié)同
-
11個(gè)試點(diǎn)項(xiàng)目!河北省2021年度電力源網(wǎng)荷儲(chǔ)一體化和多能互補(bǔ)試點(diǎn)項(xiàng)目公示名單
-
廣東:支持建設(shè)電、熱、冷、氣等多種能源協(xié)同互濟(jì)的綜合能源項(xiàng)目 培育綠色交易市場(chǎng)機(jī)制
2021-12-20多種能源協(xié)同 -

浙江“兜底”售電為何有人點(diǎn)贊有人不爽?
2021-12-20售電
-

分錢、分糧、分地盤…大秦電網(wǎng)招募售電合伙人
-
10月份用電量延續(xù)較快增長(zhǎng)態(tài)勢(shì) 國(guó)民經(jīng)濟(jì)持續(xù)恢復(fù)向好
-
能源市場(chǎng)“負(fù)價(jià)格”事件分析及啟示
2020-11-03電力現(xiàn)貨市場(chǎng),電力交易,電改
-

國(guó)家發(fā)改委給14家單位回函了!完善落實(shí)增量配電業(yè)務(wù)改革政策的八條建議
2021-03-10國(guó)家發(fā)改委,增量配電,業(yè)務(wù)改革,政策,八條建議 -

2020年增量配電研究白皮書:河南、云南、山西、浙江、江蘇五省區(qū)改革推動(dòng)成效顯著
2020-11-16增量配電,研究,白皮書 -

貴州電網(wǎng)關(guān)于支持務(wù)川電解鋁產(chǎn)能指標(biāo)的建議
2020-11-10務(wù)川電解鋁產(chǎn)能指標(biāo)
-
能源服務(wù)的線上線下
2021-12-20能源服務(wù) -

【電改新思維】目錄電價(jià)“天花板”掀開后,對(duì)電力營(yíng)銷系統(tǒng)的影響
2021-10-16全面,取消,工商業(yè)目錄,銷售電價(jià) -

國(guó)家發(fā)改委答疑電價(jià)改革
2021-10-15國(guó)家發(fā)改委,答疑,電價(jià)改革
-

【電改新思維】目錄電價(jià)“天花板”掀開后,對(duì)電力營(yíng)銷系統(tǒng)的影響
2021-10-16目錄電價(jià),電力,營(yíng)銷系統(tǒng),影響,電改 -

電改里程碑文件——真的放開兩頭
2021-10-15全面,取消,工商業(yè)目錄,銷售電價(jià) -

【電改新思維十七】目錄電價(jià)“天花板”被捅破,對(duì)市場(chǎng)化電費(fèi)結(jié)算方式有何影響?