
手工電弧焊焊縫缺陷原因分析及防治措施
手工電弧焊焊縫缺陷原因分析及防治措施
陳智斌
(河南能源永煤公司城郊煤礦,河南永城476600)
摘要:焊接是現代工業生產中不可缺少的加工制造技術,隨著科學技術的發展,焊接技術越來越受到備行各業的密切關注,筆者根據多年的,工作經驗,對焊縫缺陷原因進行了分析,并提出了防治措施。
關鍵詞:手工電弧焊;焊縫缺陷;防治措施
DOI:10.16640/j.enkl.37-1222/t2018.10.031
手工,電弧焊是將焊件接頭加熱至融化狀態而不加壓力使焊件達到原子結合的一種的焊接方法。手工電弧焊是目前應用最普遍的一種焊接方法,也是其他種類焊接方法的基礎。
手工電弧焊焊縫缺陷原因與焊條的種類、焊條的直徑、焊接時選擇的電流、電壓、焊條運行速度、焊條與工件的夾角以及周圍環境都有一定的關系。
1 焊縫缺陷原因分析及防治措施
在焊接作業過程中,由于作業前準備不足、焊接時各種參數選擇不匹配、以及操作的不規范,會產生各種焊接缺陷。除常見的氣孔、夾渣外,下面主要分析焊縫缺陷原因及防治措施。
1.1裂紋(Cracke)
現象:在焊接應力及其他致脆因素共同作用下,焊接中局部地區的金屬原子結合力遭到破壞而形成的新界面。
原因分析:焊縫收綰應力太大,容易產生緩慢裂紋;焊縫受熱不均勻,容易發生脆性;焊接方法和順序不合理;層間溫度控制不好,焊件含有過高的碳、錳等合金元素,焊條材質含有的硫元素過高,不適于焊接,電流太強、等。
防治措施: (1)正確選擇焊件的焊接順序,采用對稱焊; (2)多層多道焊,焊完每一道焊縫,要及時清理掉焊縫表面的焊渣、氧化皮,防止殘留物在下一層焊縫中形成缺陷; (3)及時調整冷卻速度。冷卻速度越快,變形就會越大;(4)焊后消除殘余應力;(5)使用低氫系焊條,使用適宜的焊條并注意干燥,使用適當電流。
1.2 未焊透( Nan weld penetration)
現象:焊接時,接頭根部未完全熔透。
原因分析:焊縫坡口鈍邊過大,坡口角度太小。焊根未清理干凈,間隙太小;焊條角度不正確,焊速過快,電流太小,弧長過大;焊接時,有磁偏吹現象;電流過大,焊件金屬尚未充分加熱時,焊條已急劇熔化。
防治措施:(1)增大坡口度數,減少根深(鈍邊),增加間隙;(2)選擇正確的施焊角度,改善適當的焊接速度;(3)采用短弧焊接,減少磁偏吹; (4)選擇合適的焊接電流。
1.3咬邊(Undercut)
現象:指沿焊縫焊趾部位的母材上產生的溝槽或凹陷。
原因分析:揉作技術不正確,如焊條角度不對;焊條送進速度不合適;電流太強,電弧過長,母材過熱。
防治措施:
(1)根據焊件材料、焊接角度、位置以及焊接規范的要求,選擇電流大小;
(2)適當控制電弧長度,盡量使用短弧焊接;
(3)焊接時,控制好焊條送進速度;
(4)注意焊縫邊緣與母材熔化結合時的焊條角度,清除母材上的油漬和鐵銹。
1.4錯口(Hi-Lo)
現象:指焊縫兩側外壁母材不在同一平面上。
原因分析:準備工作沒有做好,將對口錯位的兩個焊件點固,沒有進行檢查,直接進行焊接。、
防治措施: (1)對口時使用必要的工器具; (2)對于對口不符合要求的焊件,重新進行對口。
1.5變形(Deformation)
現象:由于對焊縫不均勻的加熱和冷卻,使受熱區域在應力的作用下產生焊件與原加工尺寸不符。焊接變形一般可分為縱向收縮變形、橫向收縮變形、角變形、彎曲變形、扭曲變形、波浪變形等。
原因分析:焊接層數過多,母材過熱;焊接順序不當,施工準備不充分;母材冷卻過速;焊縫設計不合理等。
防治措施:(1)選擇直徑大一級的焊條,將焊接電流適當調高;(2)焊接前,將焊件用專用夾具固定,先等距離點焊,然后再進行整體焊接; (3)焊接前,先對母材待焊接都位進行預熱,達到一定的溫度后再進行焊接:(4)減少焊縫間隙,減少坡口度數,不宜使焊道過大,注意防止變形的固定措施。2
1.6凹痕(Pit)
現象;焊后在焊縫表面或在焊縫背面形成的低子母材表面的局部低洼部分。
原因分析:選用的焊條材質或直徑不對;使用潮濕的焊條;母材冷卻過速;焊條表面有油污、油漬;焊件含碳、錳成分過高。
防治措施:(1)選擇正確的焊條;(2)使用前,對焊條進行預熱、保溫,確保使用時焊條干燥;(3)適當降低焊接速度,母材最好能預熱一下; (4)優先選用低氫型焊條和鹽基度較高焊條。
1.7成型差(Forming difference J
現象:焊接結束后,焊縫波紋粗劣、不均勻、不整齊,焊縫與母材過渡不圓滑,焊接接頭差,焊縫高低不平。
原因分析:焊接前,對焊件坡口角度加工不合適,坡口角度過大或過小;焊件對口間隙不均勻;焊口清理不干凈;焊接時,焊接電流不穩,起伏較大;操作人員的不規范作業如:焊條擺動幅度不一樣;焊條與工件的夾角選擇不當等;焊條運行速度掌控不好; 、
防治措施:(1)焊接前,根據技術要求,加工焊件的坡口角度;(2)焊件對口間隙要均勻一致;(3)焊接前,對焊件坡口表面進行清理,露出金屬光澤; (4)加強操作人員的培訓、學習,掌握必要的操作基礎知識和技能。
1.8 寬窄差大(Large and narrow difference)
現象:焊縫邊緣不勻直,焊縫寬窄差較大。
原因分析:焊接時,焊條在兩工件之間擺動幅度不一致,部分地方幅度過大,部分地方擺動過小;焊條與工件的夾角過大或過小;受焊接環境限制,焊接人員無法觀察到。
防治措施:(1)加強焊工焊接技能培訓,掌握基本焊接技巧;(2)采取正確的焊條角度;(3)提前對周圍環境進行觀察,了解現場情況。選擇合適的焊接位置。 、
2結語
隨著焊接技術、工藝的不斷發展,手工電弧焊以它生產成本低、操作簡單等特點在金屬加工、制造行業成為最優先選擇的焊接方法之一。只要平時多加練習,在焊接過程中,根據母材的材質及厚度,選擇合適的焊條及焊接電流,靈活掌握好電弧長度、焊接速度和焊條角度,就一定能完成高質量的焊件。
參考文獻:
【1】《電焊工》,職業技能鑒定教材[M],中國勞動出版社,1996 (11).
【2】中國就業培訓技術指導中心.《焊工》高級,國家職業資格培訓教程[s].2013年12月

責任編輯:繼電保護
-

現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -

深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量
-
PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -
深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量 -
我國電力改革涉及的電價問題


-

貴州職稱論文發表選擇泛亞,論文發表有保障
2019-02-20貴州職稱論文發表 -

《電力設備管理》雜志首屆全國電力工業 特約專家征文
2019-01-05電力設備管理雜志 -

國內首座蜂窩型集束煤倉管理創新與實踐
-
人力資源和社會保障部:電線電纜制造工國家職業技能標準
-
人力資源和社會保障部:變壓器互感器制造工國家職業技能標準
-
《低壓微電網并網一體化裝置技術規范》T/CEC 150
2019-01-02低壓微電網技術規范
-
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

建議收藏 | 中國電價全景圖
2020-09-16電價,全景圖,電力 -

一張圖讀懂我國銷售電價附加
2020-03-05銷售電價附加
-
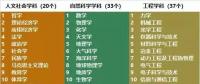
電氣工程學科排行榜發布!華北電力大學排名第二
-

國家電網61家單位招聘畢業生
2019-03-12國家電網招聘畢業生 -

《電力設備管理》雜志讀者俱樂部會員招募
2018-10-16電力設備管理雜志
