高端訪談 對(duì)話售電公司高管")

軋機(jī)重點(diǎn)部位安裝技術(shù)要求
軋機(jī)重點(diǎn)部位安裝技術(shù)要求
余躍全
(上海寶冶集團(tuán)有限公司,上海200941)
摘要:軋機(jī)在安裝過(guò)程中應(yīng)重點(diǎn)控其墊板的安裝、軋機(jī)底座的安裝以及軋機(jī)機(jī)架的安裝,這三個(gè)部位是整個(gè)軋機(jī)安裝的基礎(chǔ),是重中之重,控制著三個(gè)部位的安裝精度方能保證軋機(jī)的使用壽命以及運(yùn)轉(zhuǎn)周期。
關(guān)鍵詞:墊板;底板;機(jī)架;平行度;水平度;垂直度
DOI:10.16640/j,cnki.37-1222/t.2018.10.0 52
隨著現(xiàn)代工業(yè)的高速發(fā)展,市場(chǎng)對(duì)于軋材的需求越來(lái)越高端化,這就催生著相應(yīng)的軋機(jī)設(shè)備向著高、大、精、尖、特發(fā)展,越專業(yè)化、高端化的軋機(jī)其對(duì)于安裝精度要求就越高,下面就來(lái)淺談軋機(jī)重要部件的安裝以及找正,包括前期墊板的安裝、底座及機(jī)架的安裝安裝及調(diào)整的要點(diǎn)以及技術(shù)要求。
1 調(diào)整墊板的安裝
科學(xué)適用的調(diào)整墊板安裝方法是整個(gè)軋機(jī)安裝的第一步,一方面保證載荷的傳遞以及分散,另一方面有利于軋機(jī)底座的調(diào)整,墊板布置的科學(xué)合理性以及墊板施工質(zhì)量,直接影響軋機(jī)整體的安裝精度以及運(yùn)轉(zhuǎn)精度和使用壽命。在工程施工過(guò)程中經(jīng)常采用灌漿法,墊板的布置以及規(guī)格型號(hào)、材料往往由設(shè)計(jì)院提前設(shè)計(jì)好,一組墊板往往是由一平兩斜組成。
在安裝墊板的過(guò)程中需對(duì)乎墊板進(jìn)行固定灌漿,在安裝墊板前需對(duì)基礎(chǔ)表面進(jìn)行鑿毛。
利用錨固螺栓將墊板與基礎(chǔ)固定后,通過(guò)螺桿、螺帽的調(diào)整將平墊板找平找正,用0.02/1000框式水平儀檢查,將縱橫兩個(gè)方向水平度控制在0.05/1000范圍內(nèi),檢查合格后立馬對(duì)其進(jìn)行灌漿,灌漿時(shí)主要不要碰觸墊板及固定裝置,灌漿注意事項(xiàng):
a.在灌漿前將混凝土表面潤(rùn)濕;
b.必須從一側(cè)灌漿并且不能碰觸模板及墊板;
c.從灌漿開(kāi)始,可用推板疏導(dǎo)拌合物;
d.一塊墊板的灌漿必須在初凝前完成;
e,灌漿完畢后對(duì)其進(jìn)行養(yǎng)護(hù)7d;
f.養(yǎng)護(hù)結(jié)束后復(fù)查墊板,不合格者必須鑿掉重新安裝。
2軋機(jī)底座的安裝
軋機(jī)底座往往由兩塊底板組成,分為出口和入口,在底座安裝時(shí)一般選用出口側(cè)為基準(zhǔn)來(lái)調(diào)整入口側(cè)的標(biāo)高、水平和中心,通過(guò)前期布設(shè)的測(cè)量控制網(wǎng)并配合經(jīng)緯儀、精密水準(zhǔn)儀、銦鋼尺、鋼絲線、內(nèi)徑千分尺、框式水平儀等來(lái)調(diào)整底板水平、中心以及上表面的標(biāo)高(往往根據(jù)沉降及重量適當(dāng)提高0.2~0.5mm)。
調(diào)整底座縱橫中心位置相對(duì)軋機(jī)軋制線及窗口中心的平行度和兩底座之間相互平行度時(shí)應(yīng)以底座與機(jī)架接觸的垂直面加工面為基準(zhǔn)。
選定出口側(cè)底板為基準(zhǔn)時(shí),在安裝入口側(cè)底座時(shí)應(yīng)按照原設(shè)計(jì)尺寸適當(dāng)放大,根握軋機(jī)設(shè)計(jì)尺寸及重量而定,一般為0.2mm—0.5mm,間距增大之后有利于機(jī)架的安裝(機(jī)架就位后再將入口側(cè)底座按照原設(shè)計(jì)尺寸調(diào)整)。底座的標(biāo)高應(yīng)考慮軋機(jī)本體區(qū)的基礎(chǔ)沉降結(jié)合沉降觀測(cè)記錄適當(dāng)提高,兩底座縱橫中心位置、標(biāo)高、水平度偏差應(yīng)符合設(shè)計(jì)文件的技術(shù)規(guī)定,調(diào)整好后應(yīng)按照對(duì)稱位置進(jìn)行地腳螺栓的緊固。軋機(jī)底座安裝的允許偏差和檢查方法如下:
a.標(biāo)高,根據(jù)基準(zhǔn)點(diǎn)安裝+0.3mm,用水準(zhǔn)儀或平尺、內(nèi)徑千分尺檢查;根據(jù)已安設(shè)備安裝±0.10mm,用水準(zhǔn)儀或平尺、水平儀及塞尺檢查;
b.平面位置,根據(jù)主要中心線安裝0.20mm,拉鋼絲線、吊線錘、用鋼尺檢查;根據(jù)已安設(shè)備安裝0.20mm,拉鋼絲線、吊線錘、用鋼尺檢查;
c.水平度,軋機(jī)單個(gè)底座0.05/1000,用平尺和水平儀檢查; 軋機(jī)兩底座間0.05/1000,用平尺和水平儀檢查;相鄰軋機(jī)兩底座間0.05/1000,用平尺和水平儀檢查;
d.平行度,底座相對(duì)中心線0.05/1000,拉鋼絲線、用內(nèi)徑千分尺檢查;軋機(jī)兩底座間0.05/1000,用內(nèi)徑千分尺或樣棒檢查;
調(diào)整時(shí)注意事項(xiàng):重點(diǎn)檢查底板與機(jī)架結(jié)合面的水平以及平面度;同時(shí)調(diào)整時(shí)要重現(xiàn)制作誤差,檢查足否和出廠檢測(cè)報(bào)告一致。
安裝找正過(guò)程中必須對(duì)底板進(jìn)行全面復(fù)測(cè),重現(xiàn)其制造誤差,因?yàn)榘惭b時(shí)必須對(duì)其制造誤差進(jìn)行相互補(bǔ)償。
3軋機(jī)機(jī)架的安裝
機(jī)架吊裝就位時(shí)應(yīng)注意以下事項(xiàng):
(1)機(jī)架和底座接觸面必須清洗干凈,不能有銹跡及灰塵等雜物。
(2)機(jī)架和底座的接觸面應(yīng)該涂上一層薄薄的機(jī)油,可以減小機(jī)架和底座的摩擦力,以便后期在機(jī)架的找正過(guò)程中微量的推移機(jī)架。
(3) -般在機(jī)架距離底座還有幾毫米時(shí),用干凈紙條同樣涂抹機(jī)油粘在機(jī)架和底座的接合面的邊緣,一方面可以防止機(jī)架就位后機(jī)油的飛濺,另一方面可以防止機(jī)架找正前落入雜物。
(4)機(jī)架在吊裝之前機(jī)架上的彎輥裝置、軋輥鎖緊裝置、工作輥竄輥裝置等暫不組裝,以利于減輕單片機(jī)架的重量,便于吊裝。
(5)機(jī)架吊裝之前,需在兩軋機(jī)底座的外側(cè)安裝8塊百分表(一般安裝在底座外面兩端以及底座兩端),用來(lái)監(jiān)測(cè)底座在機(jī)架吊裝就位時(shí)的水平位移并記錄數(shù)據(jù),在機(jī)架調(diào)整之前按記錄的數(shù)據(jù)將底座調(diào)整回原始位置。
(6)連接上聯(lián)結(jié)橫梁時(shí),沿鋁帶橫向中心線將機(jī)架推移到設(shè)計(jì)安裝位置,,以使機(jī)架靠緊地腳板的內(nèi)側(cè)面,可采用千斤頂頂推的方法進(jìn)行。
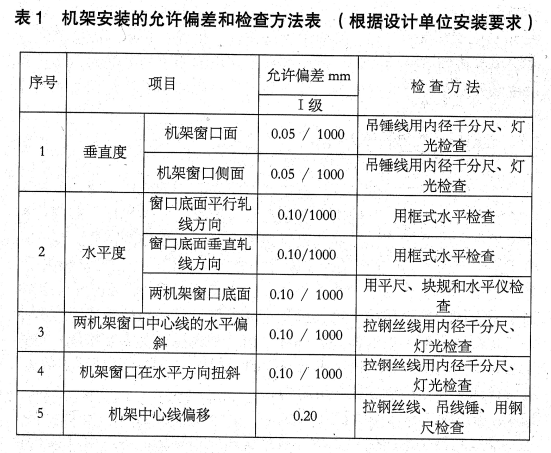
機(jī)架就位后將入口側(cè)底座向出口側(cè)靠緊(靠緊時(shí)先將出口側(cè)底座用臨時(shí)支撐住,同時(shí)用百分表監(jiān)測(cè)出口側(cè)底板是否有位移),用0.05mm塞尺檢查機(jī)架與底座結(jié)合面的接觸間隙,四周部位75%不入,同時(shí)局部間隙應(yīng)小于0.10mm。機(jī)架縱橫中心線的檢查,應(yīng)以機(jī)架窗口中心線為基準(zhǔn),垂直度,水平度等偏差尺寸應(yīng)符合設(shè)計(jì)技術(shù)文件的規(guī)定,其檢測(cè)方法如表1。
(1)機(jī)架垂直度檢測(cè)方法:在檢查面懸掛鋼絲線,一般在窗口內(nèi)側(cè)和靠近軋線側(cè)及出入口各懸掛一根鋼絲線,檢測(cè)上部及下部尺寸,計(jì)算垂直度;
(2)機(jī)架永平度的檢測(cè)方法:一般選用框式水平儀檢測(cè)機(jī)架下部油缸安裝面,沿軋制方向及垂直于軋制方向各測(cè)一組數(shù)據(jù),并用精密水準(zhǔn)儀測(cè)量?jī)膳_(tái)機(jī)架的相對(duì)高程差;
(3)機(jī)架窗口面的扭斜和水平偏斜的檢測(cè)方法:沿傳動(dòng)側(cè)及操作側(cè)機(jī)架窗口內(nèi)側(cè)掛設(shè)兩根鋼絲線,測(cè)量其相對(duì)誤差;
(4)軋制中心線偏移和機(jī)列中心線偏移的檢測(cè)方法:掛設(shè)機(jī)架縱橫中心線檢查窗口內(nèi)側(cè)加工面到中心線的距離并和設(shè)計(jì)尺寸比較,同時(shí)檢查機(jī)架內(nèi)側(cè)到軋制中心線的尺寸并和設(shè)計(jì)尺寸比較。
1)檢測(cè)軋機(jī)軋制中心線偏移和機(jī)列中心線偏移時(shí),掛設(shè)的測(cè)量鋼線高度宜與軋制中心線標(biāo)高基本一致。
2)機(jī)架垂直度檢測(cè)時(shí),宜將掛鉛垂線用的重錘浸沒(méi)在盛機(jī)油的容器內(nèi),保持鋼絲線處于靜止?fàn)顟B(tài),提高檢測(cè)的準(zhǔn)確性。檢盎機(jī)架窗口而垂直度以出口側(cè)為準(zhǔn),但宜兼顧入口側(cè)。檢查機(jī)架側(cè)面垂直度以傳動(dòng)側(cè)為準(zhǔn),但宣兼顧操作側(cè)。
3)用內(nèi)徑干分尺檢查機(jī)架垂直度、機(jī)架窗口面的扭斜和水平偏斜時(shí)宜采用耳機(jī)或燈光,以保證檢測(cè)的精確度。
各部位找正時(shí)還應(yīng)該綜合軋機(jī)底板制造誤差,阻及軋機(jī)機(jī)架制造誤差、溫度變化、基礎(chǔ)沉降以及運(yùn)轉(zhuǎn)磨損誤差綜臺(tái)考慮其補(bǔ)償方案。
為了便于橫梁的安裝,兩機(jī)架就位時(shí)其間距要如同底座一樣大于設(shè)計(jì)值,待橫梁就位后再靠緊(因機(jī)架移動(dòng)距離很小,靠機(jī)架與底座之間的斜鐵即可調(diào)整過(guò)來(lái))。
橫梁的連接螺栓緊固后,檢查橫梁與機(jī)架結(jié)合面的接觸間隙,用0,05mm塞尺檢查,四周80%不入,局部間隙應(yīng)小于0.10mm。
軋機(jī)地腳螺栓的緊固一般選用液壓扳手。其是將螺栓緊固力矩值轉(zhuǎn)換為相應(yīng)的液壓值,具體參數(shù)需查看相應(yīng)的設(shè)計(jì)文件以及液壓扳于的參數(shù)值,在緊固地腳螺檢時(shí)應(yīng)分多次緊固(如第一次所有螺栓緊固力達(dá)到50%,第二次80%,第三次100%)緊固時(shí)要時(shí)時(shí)刻刻監(jiān)測(cè)謹(jǐn)防緊固力超值,拉斷螺栓。
4結(jié)束語(yǔ)
至此整個(gè)軋機(jī)的三個(gè)重點(diǎn)部位便安裝完畢,此處三個(gè)部位是整個(gè)軋機(jī)安裝的重點(diǎn)以及靈魂,確保此處的安裝精度是保證軋機(jī)高品質(zhì)的重要一環(huán),然而文中所示安裝精度要求足按照國(guó)家技術(shù)標(biāo)準(zhǔn),在現(xiàn)代化,工業(yè)化更高的今天安裝要求更加嚴(yán)格,其值遠(yuǎn)遠(yuǎn)大于國(guó)標(biāo)要求。
參考文獻(xiàn):
[1]《機(jī)械設(shè)備安裝工程施工及驗(yàn)收通用規(guī)范》 (CB5023-2009) [S]
[2]《軋機(jī)機(jī)械設(shè)備工程安裝驗(yàn)收規(guī)范》(GB50386-2006)[S].
[3]《工程測(cè)量規(guī)范》( GB50026-2007) [S].
作者簡(jiǎn)介:奈躍全(1990-),安徽淮北人,本科,初級(jí)工程師,研寬方向:設(shè)備安裝。
官方微信售電那點(diǎn)事兒")
責(zé)任編輯:繼電保護(hù)


-

《合同能源管理實(shí)務(wù)》——合同能源管理項(xiàng)目節(jié)能量確認(rèn)
-

《合同能源管理實(shí)務(wù)》——節(jié)能服務(wù)合同
-

《合同能源管理實(shí)務(wù)》合同能源管理的起源和發(fā)展——業(yè)務(wù)內(nèi)容和流程
-

遼寧清原抽水蓄能電站大樹(shù)基溝隧道如期貫通
-

國(guó)家電網(wǎng)積極應(yīng)對(duì)高溫大負(fù)荷考驗(yàn) 全力保障民生用電
-
2018年中國(guó)電力行業(yè)產(chǎn)業(yè)鏈與政策調(diào)控 政策調(diào)整帶來(lái)的產(chǎn)業(yè)洗牌產(chǎn)業(yè)鏈價(jià)格加速下跌
-
電氣專業(yè)規(guī)范大全
2018-04-19 -

國(guó)網(wǎng)重慶啟動(dòng)棚戶區(qū)和安置房電力設(shè)施高溫隱患排查
-

DL/T5226-2008火力發(fā)電廠電力網(wǎng)絡(luò)計(jì)算機(jī)監(jiān)控系統(tǒng)設(shè)計(jì)