《能源監(jiān)測(cè)與評(píng)價(jià)》——機(jī)械加工企業(yè)的節(jié)能監(jiān)測(cè)(二)
(二)鍛造工藝
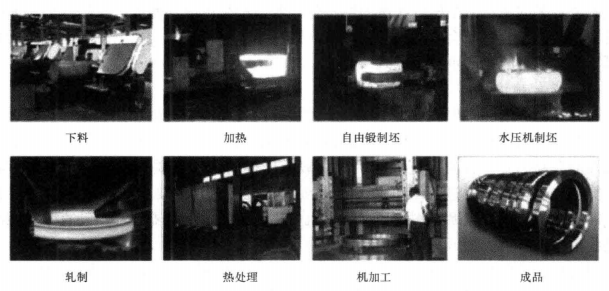
1.工藝流程
鍛造按成型方法可分為:①開(kāi)式鍛造(自由鍛)。利用沖擊力或壓力使金屬在上下兩個(gè)抵鐵(砧塊)間產(chǎn)生變形以獲得所需鍛件,主要有手工鍛造和機(jī)械鍛造兩種。②閉模式鍛造。金屬坯料在具有一定形狀的鍛模膛內(nèi)受壓變形而獲得鍛件,可分為模鍛、冷鐓、旋轉(zhuǎn)鍛、擠壓等。
按變形溫度鍛造又可分為熱鍛(加工溫度高于坯料金屬的再結(jié)晶溫度)、溫鍛(低于再結(jié)晶溫度)和冷鍛(常溫)。
鍛造用料主要是各種成分的碳素鋼和合金鋼,其次是鋁、鎂、鈦、銅等及其合金。材料的原始狀態(tài)有棒料、鑄錠、金屬粉末和液態(tài)金屬等。金屬在變形前的橫斷面積與變形后的模斷面積之比稱為鍛造比。正確地選擇鍛造比對(duì)提高產(chǎn)品質(zhì)量、降低成本有很大關(guān)系。

機(jī)械裝備中的主承力結(jié)構(gòu)或次承力結(jié)構(gòu)件一般地都是由鍛件制成的,鍛件廣泛地應(yīng)用于國(guó)民經(jīng)濟(jì)、國(guó)防工業(yè)和社會(huì)生活的各個(gè)領(lǐng)域。鍛壓加工過(guò)程消耗大量的金屬、能源和其他物質(zhì),屬于節(jié)能節(jié)材減排的重點(diǎn)行業(yè)之一。
2.工藝節(jié)能建議
鍛造行業(yè)能源消耗主要表現(xiàn)在鍛錘、壓力機(jī)等設(shè)備耗能、坯料加熱、鍛件熱處理。鍛造行業(yè)擁有的各類(lèi)鍛錘和壓力機(jī)結(jié)構(gòu),大部分是沿襲蘇聯(lián)20世紀(jì)四五十年代的設(shè)計(jì)方案,存在先天性能耗高問(wèn)題。自由鍛造液壓機(jī)和模鍛液壓機(jī)的工作介質(zhì)為水或油,多采用成套的泵—蓄能器提供動(dòng)力,通過(guò)管道將動(dòng)力傳送至液壓機(jī)做功,主要生產(chǎn)大型自由鍛件和模鍛件。模鍛壓力機(jī)包括雙盤(pán)摩擦螺旋壓力機(jī)、機(jī)械壓力機(jī)以及離合器式和電動(dòng)直驅(qū)式螺旋壓力機(jī),是我國(guó)生產(chǎn)各類(lèi)民用或軍用機(jī)械產(chǎn)品大中小型模鍛件的主要設(shè)備。
坯料加熱和鍛件熱處理的加熱爐分別為電加熱爐和燃料(煤氣、天然氣、油)加熱爐,總量超過(guò)10000臺(tái)。根據(jù)行業(yè)調(diào)研資料顯示,就鍛造加熱環(huán)節(jié),在可比條件下(生產(chǎn)同等重量、形狀復(fù)雜程度相當(dāng)?shù)腻懠?,能耗統(tǒng)計(jì)表明,每生產(chǎn)It鍛件,將消耗油401元,消耗煤215元,消耗天然氣145元或電123元。燃煤爐的能耗大約是電加熱爐的兩信,燃油加熱爐的能耗大約是電加熱爐的3.3倍。
鍛造工藝節(jié)能建議:
(1)推廣冷擠壓及冷鍛工藝。在原生產(chǎn)過(guò)程中,需要各種加熱及熱處理,鍛造過(guò)程中80%的能耗在此過(guò)程中,通過(guò)冷鍛工藝,可以最大限度地減少用熱量,減少熱能的應(yīng)用。
(2)余熱熱處理工藝的應(yīng)用。余熱熱處理工藝是指利用鍛造過(guò)程中產(chǎn)生的余熱來(lái)完成所需要的熱處理,包括余熱淬火、余熱等溫、余熱正火等。
(3)燃油爐的改造。主要措施為減少熱量的散失,增加保溫層,減小爐門(mén)通徑,增加爐門(mén),采用高級(jí)霧化噴嘴。
(4)中頻感應(yīng)器的匹配。采用專用的中頻感應(yīng)器,使之感應(yīng)能力大大提高,達(dá)到最佳匹配效果,提高加熱效率。
(5)熱處理爐的改造。提高熱處理爐的保溫能力,減少其散熱。
(6)循環(huán)水系統(tǒng)的改造。加裝水凈化及散熱系統(tǒng),使水能夠循環(huán)利用,減少了水的使用。
(7)蒸汽錘改電液錘。對(duì)原有蒸汽、空氣鍛錘的驅(qū)動(dòng)部分進(jìn)行改造,取消原有動(dòng)力供應(yīng)系統(tǒng)。蒸汽、空氣鍛錘改電液錘的特點(diǎn)是用電液錘動(dòng)力頭來(lái)替代原蒸汽錘或空氣錘的汽(氣)缸,原錘的錘體和基礎(chǔ)都保持不動(dòng)。電液錘驅(qū)動(dòng)頭工作原理就是液壓蓄能、氣體膨脹和自重做功。電液錘驅(qū)動(dòng)頭主要由驅(qū)動(dòng)頭、動(dòng)力頭和電控柜組成。動(dòng)力頭是電液錘的打擊部件、泵站為其提供動(dòng)力,電控柜進(jìn)行邏輯控制。動(dòng)力頭包括主箱體、主操縱閥、蓄能器、氮?dú)夤薜?液壓站包括油箱、電控卸荷閥、齒輪油泵及配用電動(dòng)機(jī)、先導(dǎo)卸荷閥、油過(guò)濾裝置、冷卻器等。項(xiàng)目改造后能源利用率可提高至20%左右。
(8)諧波治理及功率因數(shù)的提高。由于在冶煉過(guò)程中,使用中頻爐,企業(yè)內(nèi)部的功率因數(shù)低,諧波含量大,針對(duì)于此,需要針對(duì)企業(yè)性質(zhì),加裝動(dòng)態(tài)無(wú)功功率補(bǔ)償裝置及動(dòng)態(tài)諧波治理裝置,這樣可減少線損。
(9)水循環(huán)中水泵的變頻改造。通過(guò)采用恒壓供水的方式,來(lái)控制水泵的轉(zhuǎn)速,達(dá)到節(jié)能的目的。
(三)熱處理工藝
1.工藝流程
熱處理工藝主要用來(lái)改善材料的性能及消除內(nèi)應(yīng)力,一般可分為預(yù)備熱處理、最終熱處理、去除內(nèi)應(yīng)力處理。
在機(jī)械零件或加工模具的制造過(guò)程中,往往要經(jīng)過(guò)各種冷、熱加工,同時(shí)在各加工工序之間還經(jīng)常要穿插多次熱處理工藝。
鋼的熱處理工藝過(guò)程包括加熱、保溫和冷卻三個(gè)階段,它可用溫度一時(shí)間坐圖形來(lái)表示,稱為鋼的熱處理工藝曲線,如圖4-49所示。

鋼的熱處理工藝流程如下:
(1)退火。將工件加熱到一定溫度下,保溫后,隨爐冷卻。
退火的目的是消除內(nèi)應(yīng)力、降低硬度、改善加工性能和細(xì)化晶粒,提高材料的力學(xué)性能。
(2)正火。將工件加熱到一定溫度下,保溫后,在空氣中冷卻。正火的目的與退火相似,由于在空氣中冷卻,冷卻速度稍大,正火后得到的組織比退火的更細(xì)、硬度也高一些。與退火相比,正火生產(chǎn)周期短、生產(chǎn)率高,因此應(yīng)盡量用正火替代退火。在生產(chǎn)中,低碳鋼常采用正火來(lái)提高切削性能,對(duì)一些不重要的中碳鋼零件可將正火作為最終熱處理。.
(3)淬火。淬火是將工件加熱到一定溫度,保溫后,在水或油中快速冷卻。淬火的目的是提高鋼的硬度和耐磨性。
(4)回火。回火足在淬火后必須進(jìn)行的一種熱處理工藝。因?yàn)楣ぜ慊鹨院螅玫降慕M織很不穩(wěn)定,存在較大的內(nèi)應(yīng)力,極易造成裂紋,如在淬火后及時(shí)進(jìn)行回火,就能不同程度地穩(wěn)定組織、消除內(nèi)應(yīng)力,獲得所需要的使用性能。
根據(jù)不同的回火溫度,回火處理有三種:高溫回火、中溫回火和低溫回火。
調(diào)質(zhì)處理:淬火加高溫回火,高溫回火的溫度為500~650℃,適用于中碳鋼,可獲得較高的綜合力學(xué)性能。它適用于生產(chǎn)重要零件(如軸、齒輪和連桿等)。
中溫回火(350~450℃)后,材料具有較高的彈性,硬度適中,適用于各種彈性零件(如彈簧)的生產(chǎn)。
低溫回火(150~250℃)后,材料仍保持有較高的硬度,使工件具有很好的耐磨性,它適用于各種工具、滾動(dòng)軸承等。
官方微信售電那點(diǎn)事兒")
責(zé)任編輯:繼電保護(hù)
-

現(xiàn)貨模式下谷電用戶價(jià)值再評(píng)估
2020-10-10電力現(xiàn)貨市場(chǎng),電力交易,電力用戶 -

PPT | 高校綜合能源服務(wù)有哪些解決方案?
2020-10-09綜合能源服務(wù),清潔供熱,多能互補(bǔ) -

深度文章 | “十三五”以來(lái)電力消費(fèi)增長(zhǎng)原因分析及中長(zhǎng)期展望
2020-09-27電力需求,用電量,全社會(huì)用電量
-
PPT | 高校綜合能源服務(wù)有哪些解決方案?
2020-10-09綜合能源服務(wù),清潔供熱,多能互補(bǔ) -
深度文章 | “十三五”以來(lái)電力消費(fèi)增長(zhǎng)原因分析及中長(zhǎng)期展望
2020-09-27電力需求,用電量,全社會(huì)用電量 -
我國(guó)電力改革涉及的電價(jià)問(wèn)題
-

電化學(xué)儲(chǔ)能應(yīng)用現(xiàn)狀及對(duì)策研究
2019-08-14電化學(xué)儲(chǔ)能應(yīng)用 -
《能源監(jiān)測(cè)與評(píng)價(jià)》——能源系統(tǒng)工程之預(yù)測(cè)和規(guī)劃
-

《能源監(jiān)測(cè)與評(píng)價(jià)》——能源系統(tǒng)工程之基本方法
-

貴州職稱論文發(fā)表選擇泛亞,論文發(fā)表有保障
2019-02-20貴州職稱論文發(fā)表 -

《電力設(shè)備管理》雜志首屆全國(guó)電力工業(yè) 特約專家征文
2019-01-05電力設(shè)備管理雜志 -

國(guó)內(nèi)首座蜂窩型集束煤倉(cāng)管理創(chuàng)新與實(shí)踐
-
人力資源和社會(huì)保障部:電線電纜制造工國(guó)家職業(yè)技能標(biāo)準(zhǔn)
-
人力資源和社會(huì)保障部:變壓器互感器制造工國(guó)家職業(yè)技能標(biāo)準(zhǔn)
-
《低壓微電網(wǎng)并網(wǎng)一體化裝置技術(shù)規(guī)范》T/CEC 150
2019-01-02低壓微電網(wǎng)技術(shù)規(guī)范