
《能源監測與評價》——建材企業的節能監測(三)
四、建筑衛生陶瓷企業的節能監測
建筑衛生陶瓷是指用于建筑飾面、建筑構件和衛生設施的陶瓷制品。按產品分類,建筑衛生陶瓷可以分為衛生陶瓷、陶瓷墻地磚、建筑琉璃制品、飾西瓦、淋浴間及物件配件。
我國是一個能源和資源相對貧乏的國家,陶瓷行業是一個高能耗行業,從原料的制備到制品的燒成等各工序燃料、電力等能源成本占整個陶瓷生產成本的23%~40%。
(一)主要生產工藝流程
1.模具開發制作
生產一種款式的產品首先要通過設計人員設計開發之后制作生產模具由工人生產。其工藝流程為:產品設計開發——模胎原料配制——模胎制作——生產模原料配制——生產模制作——生產模脫胎——生產模烘干——待注漿。
2.泥漿配制輸送
泥漿是陶瓷的主要原材料,泥漿好壞很關鍵,泥漿好壞直接影響到陶瓷內部結構的穩定性。因此,對泥漿的配制要求很嚴格。其工藝流程為:泥漿配比攪拌加工——成漿初級過篩除雜——成漿攪拌雙缸泵抽漿——成漿二級過篩除雜——成漿除鐵——管道輸送待注漿。
3.產品坯體制作
有了生產模具和配制好的泥漿之后,就可以投入產品坯體的制作。其制作流程為:模具注漿成型退漿——開模——粘接——修坯——濕坯打水——坯體自然烘干——坯體強力烘干——坯體——級驗收——坯體修整——坯體除塵——坯體上水——坯體二級精修——等待噴釉。
4.釉料加工配制
釉料的好壞直接影響到產品的外表形象,如光亮度、平整度等。因此,釉料配制要求很高,技術含量高。其配制流程為:原料球磨機粉碎——存釉(液體)——成釉去鐵除雜——成釉二級過篩除鐵——成釉儲存待用。
5.施釉及釉坯燒成工藝
有了制作好的成型坯體和配制好的釉料之后,就可以進入施釉階段,坯體施釉后通過修整后就能裝進窯爐進行燒制。其工藝流程為:主坯體施釉——粘貼商標——釉坯修整——釉坯除塵——釉坯裝窯——燒成控制——窯溫控制——待成品出窯。
6.產成品質量判定及包裝
通過燒制后的釉坯就變成了最終的產品,也就是陶瓷,但由于整個制作工藝流程的復雜性,方方面面都有可能影響產品的質量。因此,燒成后出窯的產品要經過嚴格的檢查后,合格的產品才能包裝。其工藝流程為:產成品出窯——產成品外觀檢驗——產品安裝功能檢測——便器沖水功能測試——成品包裝——進倉——銷售。
(二)陶瓷工業的節能技術措施
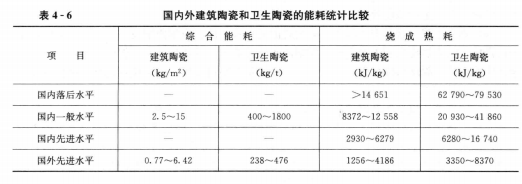
雖然我國陶瓷產量在世界上遙遙領先,但總體上存在產品檔次低、能耗高、資源消耗大、綜合利用率低、生產效率低等問題。陶瓷工業所消耗的能源,大部分用于燒成和干燥工序,兩者的能耗約占80%以上。據報道,陶瓷工業的能耗中約有61%用于燒成工序,干燥工序能耗約占20%。目前我國陶瓷工業的能源利用率與國外相比,差距較大,發達國家的能源利用率一般高達50%以上,美國達57%,而我國僅達到28%~30%。由表4-6可知,我國與國外能耗之間存在的差距。日用陶瓷每年消耗不少于348.23萬t標準煤,其中原煤205.93萬t標準煤,占總能耗的59.14%;重渣油73.57萬t標準煤,占總能耗的21.13%;煤氣、天然氣2.31×107m3,占總能耗的0.88%;電力1.151×109kWh,占總能耗的13.35%;其他能源消耗19.16萬t標準煤,占總能耗的5.50%。
1.陶瓷原料制備過程中的節能措施
有資料顯示,原料制備部分的能耗在整個陶瓷生產過程中占很大的比例,其中燃料耗量占49%,裝機容量占72%,因此也是節能潛力較大的部分之一。
(1)干碾和造粒干法制粉。現在陶瓷磚壓型粉料的制備通常通過濕球磨機——噴霧干燥來實現。如果用干法制粉,即原料干燥——配料——千法粉碎——增濕(到濕度10%)——造粒——干燥(到6%)。與濕法相比,需要蒸發水量大大減少,其耗能約0.71MJ/kg,與濕法耗能1.8MJ/kg相比節能60%以上。
(2)球磨機制漿。球磨機制漿的電耗占陶瓷廠全部電耗的60%。通過采用合理的球料比,選用高效減水劑、助磨劑和氧化鋁球,氧化鋁襯可提高球磨機效率、縮短球磨機周期。選用大噸位的球磨機可減少電耗10%~30%。提高噴霧干燥塔泥漿的濃度,可顯著降低噴霧干燥熱耗,如將噴霧干燥泥漿的濃度從60%提高到65%,可節省單位熱耗21%,如濃度從60%提高到68%,則可節省能耗的33%,這可以通過加入高效的減水劑來實現。
(3)連續式球磨機。國內制備泥漿均采用間歇式球磨機,而國外發展出連續式球磨機,球磨機運行時給排料完全自動化,不需要停機,易制濃漿.使后面的噴霧干燥過程節約能量,能節省能耗10%~35%。
(4)變頻球磨機等。國內的球磨機都是恒速轉動的,國外部分球磨機采用變頻器改變電流頻率來調速,有可能縮短球磨周期15%~250/,從而減少電耗。
(5)大型噴霧干燥塔。大型噴霧干燥塔的單位電耗省,我國最大的噴霧塔型號為7000型,可向10000型或更大型號發展,國外最大為20000型。
(6)漿池間歇式攪拌。漿池電動機上裝有時間繼電器,攪拌20~30min,停30~40min,泥漿不會沉淀,可節電50%以上。
2.成形過程中的節能
(1)壓釉一體。在此過程中瓷磚的施釉和它們的成形同時進行,采用干釉粉的優點是取消傳統的施釉線,增加釉的稠度,提高釉的抗磨損性。
(2)大噸位壓機。大噸位壓機壓力高,壓制的磚坯質量好,合格率高。在同等產量的條件下,耗電少,節能效果明顯。國內各噸級的壓機均有生產。國內陶瓷磚生產采用大噸位壓機,可有明顯的節電效果。大噸位壓機已有專門節能型的設計,可節電27%,國內的壓機制造廠也應致力于節能型壓機的開發。
(3)壓力注漿。衛生瓷高中壓注漿可免除模具干燥和加熱工作環境所需的熱,并節省坯體干燥熱,有一定的節能效果,節省綜合熱耗損的10%以上。
(4)真空注漿。這是衛生陶瓷工業出現的另一種方法。模型內鋪設排水管網,取代傳統的石膏模,注漿后排水管內抽真空,泥漿內水分被抽出,順模型的毛細管匯人排水管網,加速坯體的形成。脫坯后模具無需干燥,一天內能重復使用多次。由于免除模具干燥而凈節省的能量大約是1MJ/kg。
(5)塑性擠壓成形生產墻地磚。墻地磚塑性擠壓成形通常采用含水率為15%~18%的陶瓷泥料,擠壓成形后得到含水率約為14%的墻地磚坯體,最后干燥至1%~1.5%的入窯水分,比采用含水率為32%~40%的泥漿噴霧干燥,制得含水率5%~7%的陶瓷粉料,經壓制成形為墻地磚再干燥至1%~1.5%的入窯水分,所耗能量大大地減少。此成形生產技術還有投資小、無粉塵污染、產品更換快等優點。
(6)擠壓成形節能。國外的設備制造商提出了關于擠壓的先進機械,它能準確地提供在某一時刻的壓力,優化擠壓周期,節約55%~65%的能耗。這是通過較復雜的控制系統(可變的壓力泵、壓力加速器等)來實現的。
3.干燥過程的節能
成形后坯體包含的水分通過干燥被排除。顯然坯體含水量越低,干燥所需的能量也越少。注漿成形的坯體(如衛生陶瓷)水分約20%,擠壓成形坯體(如劈離磚)水分約15%,半干壓成形坯體(墻地磚)水分約5%。因此,干燥消耗的能量占全部能量消耗的比例,衛生陶瓷可高40%,擠出磚約30%,半干壓墻地磚約10%。常規的干燥器用熱空氣干燥,最少時間為30~40min。現在陶瓷磚快速干燥取代緩慢的常規干燥器,非常規干燥器最少用3~4min。它一般用電磁波(微波)作為唯一的能源或是微波與熱空氣結合。未來的趨勢是采用快速和超快干燥器,減少干燥時間,同時盡可能地避免中間的儲存及輸送。同時,為了獲得快速干燥,有必要在更復雜的程度上控制空氣流動和溫度。在干燥器中采用的節能技術有:
(1)優化干燥空氣的循環。優化熱空氣的流動,采用更復雜的通風技術和體系控制基本參數,如相對濕度、濕度、空氣流動度、干燥器內壓力等。
(2)廢熱利用。利用窯爐冷卻帶回收的干凈熱空氣作干燥介質,有可能提供干燥器100%的熱能。
(3)臥式快速輥道干燥器。臥式快速輥道干燥器與立式快速干燥器相比能更好地控制產品的干燥曲線。采用快速干燥器,干燥時間可縮短10min,產品含水量為0.4%~0.6%。單層臥式快速輥道干燥器比立式快速干燥器節能0.21MJ/kg,節能率為20%~40%,現已取代立式干燥器。近年來發展起來的多層臥式快速輥道干燥器能有效縮短干燥器的長度,便于其他工藝配置。
(4)少空氣干燥與控制除濕。在傳統的干燥器中,氣流使坯體中水分蒸發,大量熱的水蒸氣被排放到大氣中,造成很大的浪費。少空氣干燥器就利用這種排出氣流的能量作為干燥器的非直接加熱,用此氣流作為熱交換媒介,從而減少干燥時間和能量消耗,這種用于干燥的超熱流的熱量是空氣(作干燥介質)的兩倍,而且有更高的熱傳導性。此外,干燥器控制除濕,除了排出潮濕的空氣外,還能更有效地利用資源。基于此兩項改進的少空氣干燥器可以減少干燥時間到原來的1/3,節省20%~50%的熱能。
(5)超熱氣流。提高干燥氣流溫度,在干燥器隧道內引進一橫向的、局部、間歌性的干燥熱氣流,而不是在長度上持續的氣流,使得濕氣有足夠的時間從坯體中心轉移到表層,這一方法可使普通輥道干燥器中40min的干燥周期減少到超熱氣流干燥的10min。
(6)微波干燥。微波干燥時熱能從濕坯體內部產生,使得濕氣能在坯體中更自由地移動。這種由內而外的加熱方式使得坯體被加熱而干燥通道仍是冷的,被用來加熱通道的熱量節省了。同時這使坯體與環境間有更合適的溫差,因此干燥過程加速。水是極性分子,比坯體更快地被加熱,然后被排出。微波干燥使干燥時間顯著地縮短(從7min到30min不等),而且能更有效地利用能量。
(7)紅外線干燥。紅外源(燃氣加熱的放射管)放射的紅外線加熱物體很薄的一個表層,通過從外到內的熱源傳導加速能源利用。僅用于形狀簡單的半干壓磚坯,用于衛生陶瓷之類不規則形狀的坯體,易造成坯體開裂。

責任編輯:繼電保護
-

現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -

深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量
-
PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -
深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量 -
我國電力改革涉及的電價問題


-

貴州職稱論文發表選擇泛亞,論文發表有保障
2019-02-20貴州職稱論文發表 -

《電力設備管理》雜志首屆全國電力工業 特約專家征文
2019-01-05電力設備管理雜志 -

國內首座蜂窩型集束煤倉管理創新與實踐
-
人力資源和社會保障部:電線電纜制造工國家職業技能標準
-
人力資源和社會保障部:變壓器互感器制造工國家職業技能標準
-
《低壓微電網并網一體化裝置技術規范》T/CEC 150
2019-01-02低壓微電網技術規范
-
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

建議收藏 | 中國電價全景圖
2020-09-16電價,全景圖,電力 -

一張圖讀懂我國銷售電價附加
2020-03-05銷售電價附加
-
電氣工程學科排行榜發布!華北電力大學排名第二
-

國家電網61家單位招聘畢業生
2019-03-12國家電網招聘畢業生 -

《電力設備管理》雜志讀者俱樂部會員招募
2018-10-16電力設備管理雜志
