
光伏材料硅片切割技術研討
三、鋼線切割機理,鋼線為什么能切割硅片?
鋼線本身是沒有切割能力的,它的作用只是一個載體,因此鋼線又稱為“載線器”,它的作用在于帶動有切割能力的漿料,使其對單晶硅幫進行切割,高速的鋼線帶動砂漿到切割區,在鋼線和單晶表面充滿了sic(碳化硅)顆粒和砂漿懸浮液的混合物,使砂漿中研磨顆粒有非常銳利的棱角,sic硬度遠大于硅片厚度,所以硅棒與鋼線接觸的區域逐漸被砂漿研磨掉,由于sic和硅片切割有大量摩擦,存在大量熱量和細碎的sic顆粒,容量可能導致硅片變形導致ttv(總厚度偏差)加大,后者會導致硅片表面粗糙度增大產生線痕片。因此必須保證切割液的流動性及時帶走容量和細碎的sic顆粒。
四、多線切割原理
切割系統闡述:
1、單晶硅棒的安裝:將經過截斷開方滾圓的單晶硅棒,同感玻璃用環氧樹脂粘貼在不銹鋼工件上,利用小車,放置在切割機相應區域。
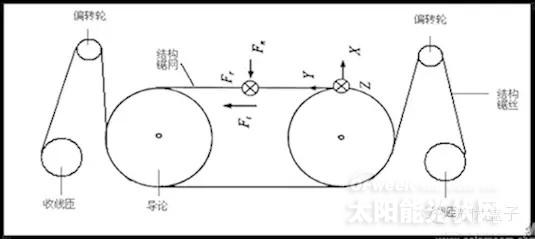
2、多線切割能一次切割多個單晶硅棒(多錠切割),如圖2-2,3-3.我們將鋼線放置在放線輪和受線輪之間,通過一定纏繞方式形成相互平衡的網狀加工部分,加工過程中,鋼線做高速運動,放線輪和收線輪分別完成切割工作中放線和收線工作,張緊輪控制機器張緊力。切割液噴嘴裝在單晶硅棒料兩側,單晶硅棒垂直于鋼線進給運動方向,切割液噴嘴噴出研磨液,高速運動的鋼線帶動有磨粒的研磨液注射到加工區域,實現棒料的自動化切割。
3、鋼線。直徑一般為180um順序來回纏繞在四個導線輪上,鋼線張力設為20-30N左右,在閉環反饋控制下保持不變,放線輪放出新的鋼線,收線輪收集已用過的鋼線,鋼線伸展開來有數百千米,主傳電機帶動導線輪旋轉,導輪帶動切割線高速走動,線速在10-20ms。
4、導向輪。處于四個角的導線輪,經過開鑿工藝處理。在輪體上刻有和導線直徑相適宜的500-700高線槽。
5、切割液。單晶硅棒兩側的切割液噴嘴將砂漿切屑液噴在鋼絲網上,導線輪的旋轉驅動鋼線網,將砂漿帶到單晶硅棒里,進行研磨切割,砂漿不僅是研磨劑,還能帶走切割過程摩擦帶走的容量,切割液的主要作用是使混有sic的砂漿保持良好的流動性,均勻穩定的分散sic顆粒,在鋼線做高速運動的時候能保持均勻穩定地分散硅料表面,同時帶走容量和雜質顆粒,保證切割出來的質量,砂漿的主要成分是sic和PFG聚乙二醇,sic顆粒的直徑分布在5-30um,價格占有整個切割成本25%-40%。
五、多線切割工藝的主要參數
1、共用六項:切割液的粘度,碳化硅的粒度和顆粒形狀,砂漿的流量,張力和工件的進給速度。
2、切割液粘度。在整個切割過程中,碳化硅微粉懸浮在切割液上,切割液的粘度是碳化硅懸浮的保證,不同的切割機器對粘度的要求不同,只有符合切割機切割標準粘度,才能在切割過程中,保持碳化硅顆粒微粉均勻的懸浮分布,以及砂漿穩定通過管道進入切割區。切割液與碳化硅微粉的匹配要達到機戒要求,以便提高成品率和效率。一般ntc要求250。
3、砂漿的流量。由砂漿泵將砂漿從料箱中打到噴嘴,再有噴嘴噴到鋼線上,如果流量跟不上就會導致切割能力嚴重下降,導致斷線,機器報警,線痕片。
4、鋼線的張力。是硅片切割過程中核心要素之一,張力控制不好,是產生線痕片,崩邊,短線。
張力過大,懸浮在鋼線上的碳化硅就很難進入切割區,切割效率降低,出現線痕片,斷線幾率增加
張力過小,會導致鋼線彎曲度增值,鋼線帶沙能力下降,導致切割能力下降,出現線痕片。
5、鋼線的走線速度,切割機可以根據用戶要求進行設置單向后雙線走向,兩種情況對走線的速度要求不同。單線走向時,鋼線始終保持一個速度運行,這樣相對比較容易控制,現在單線越來越少,MB,HCTZ機器中還有應用。
雙線走向,鋼線速度開始有一個零點沿一個方向用2-3s的時間加速的規定速度,運行一段時間,再沿原方向慢慢降低的零點,在零點停頓2-3s后再次慢慢反向加速到規定速度,再沿反方向慢慢低到零點,往返周期性進行硅片切割,在雙線切割過程中,切割機的切割能力在一定的范圍內,隨著鋼線速度的提高而提高,不能低于或高于砂漿的切割能力,低于砂漿切割能力就會出現斷線,線痕片。高于其切割能力,就會導致砂漿流量跟不上,出現線痕片,厚薄片。
6、工件的進給速度。它與鋼線速度,砂漿的切割能力有關,以及工件形狀在不同位置有關。工件的進給速度是最沒有定量的一個物理量,控制不好易造成質量和成品率下降。
六、多線切割工藝技術難度問題
分析鋼線的走線速度,工件的進給速度,鋼線初始張緊力,切割液濃度磨料粒度好晶棒等參數對切片工藝的影響:
1)對于游離磨料線切割,鋼線切割加工一般不會發生失穩現象。鋼線的走線速度越快,鋼線震動越大,鋼線的密度很小,而加工過程中張緊力很大,以至臨界點的速度很高,鋼線的初始張緊力越大,鋼線的振動越小。
2)鋼線的走私速度是影響鋼線振動和加工出硅片表面粗糙度和切割精度的重要因素,過小的走絲速度,會使鋼線的震動和加工出硅片表面粗造度增大,合適的鋼線走絲速度,有利于減緩鋼線的振動,使加工出的硅片表面粗糙度和TTV減少。
3)工件的走絲速度越大,鋼線的振動越大,使加工出的硅片粗燥度和TTV加大。
4)鋼線的初始張緊力越大,加工過程中鋼線的振動越小,加工出硅片的表面粗燥度越小,tTTV值越小。
5)磨粒的粒度越小,加工過程中鋼線帶入到加工區域的磨料越多,加工出硅片的表面粗糙度值和TTV越小。
6)切割液的濃度越大,加工過程中鋼線帶入到加工區域的磨料越多,加工出硅片的表面粗糙度值和TTV越小。
7)游離磨料線切割加工的硅棒的直徑越大,使鋼線與工件的接觸時間增長,這就使得經鋼線帶入加工區域參與切削的磨料數量增多,相應地磨料對鋼線的作用力會越大,使鋼線的振動加劇,從而使加工硅片表面粗糙度加大。
七、其他影響因素
1)鋼線對硅片的影響:
隨著切割過程的進行,鋼線會不斷的變細,從而槽據發生變化,影響加工硅片的厚度,導致成品率下降,通過工作臺進給的方式,對槽據進行補給,鋼線的金屬也容易混進硅片的表面,從而引進復合中心,降低少子壽命,使電池性能下降,衰減增大。生產企業通過硅片清洗,減少金屬雜質和復合中心,提高轉化率。
2)金剛砂對硅片切割過程的影響,砂漿是被往復運動的鋼線帶到切割區的,帶入切割區砂漿的多少,以及切割速度的高低決定硅片的切割質量。不同的砂漿供給條件會對硅片質量造成不同的影響,通過改變砂漿噴嘴和鋼線之間的角度,可以想成兩種不同的砂漿供給方式,形成水平薄膜和未形成水平膜,在形成水平薄膜下攜帶砂漿量遠大于未形成水平膜量,所以有水平薄膜情況下的切割質量要比未形成水平薄膜要好。
砂漿的作用非常重要。在切割過程中起主要作用。砂漿是反復運動的鋼線帶到切割區域的,被帶入的砂漿量多少決定硅片質量,在砂漿形成水平膜的條件下切片的效率和質量比較好
形成水平薄膜的條件:在鋼線間距小于1mm的條件下,因液體表面張力,比較形成水平薄膜。
八、硅片多線切割目前存在的主要問題
1)SIC,在硅片切割中很關鍵,碳化硅顆粒的形狀影響到切割效率和成品率。目前國內碳化硅大部分參入回收砂,圓度高,棱角少導致切割效率下降成品率下降,這方面急需國家制定相關的行業標準。
a)PEG聚乙二醇液體,晶硅切割液以PEG為主添加其他助劑復配而成。PEG應該具備適宜粘連指標,侵潤性好,排屑能力強,有良好的高懸浮,高潤滑,高分散特性,能滿足整個切片過程中對切割液質量要求和技術標準。
九、光伏材料晶硅電池硅片多線切割技術展望
1)改善成品率和保持硅片質量情況下,減少硅片切割成本。
2)利用技術降低切割損耗。
3)改進切片技術提高成品率和生產效率。
總結:本文以硅片多線切割理論為重心闡述多線切割在電池材料制造中的重要地位,淺析了切片工藝的影響參數。

責任編輯:蔣桂云
-

重新審視“雙循環”下的光伏行業
2020-11-02光伏行業,光伏技術,光伏出口 -

能源轉型進程中火電企業的下一程
2020-11-02五大發電,火電,煤電 -

國內最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長龍山抽水蓄能電站,水力發電
-
能源轉型進程中火電企業的下一程
2020-11-02五大發電,火電,煤電 -

資本市場:深度研究火電行業價值
2020-07-09火電,火電公司,電力行業 -

國家能源局印發2020年能源工作指導意見:從嚴控制、按需推動煤電項目建設
2020-06-29煤電,能源轉型,國家能源局
-

高塔技術助力分散式風電平價上網
2020-10-15分散式風電,風電塔筒,北京國際風能大會 -

創造12項世界第一!世界首個柔性直流電網工程組網成功
2020-06-29?清潔能源,多能互補,風電 -

桂山風電項目部組織集體默哀儀式
2020-04-08桂山風電項目部組織
-
國內最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長龍山抽水蓄能電站,水力發電 -
今后秦嶺生態環境保護區內不再審批和新建小水電站
2020-06-29小水電,水電站,水電 -

3.2GW!能源局同意確定河北新增三個抽水蓄能電站選點規劃
2020-06-29抽水蓄能,抽水蓄能電站,國家能源局
-
重新審視“雙循環”下的光伏行業
2020-11-02光伏行業,光伏技術,光伏出口 -

官司纏身、高層動蕩、工廠停產 “保殼之王”天龍光電將被ST
2020-09-11天龍光電,光伏設備,光伏企業現狀 -

央視財經熱評丨光伏發電的平價時代到了嗎?
2020-08-24儲能,光伏儲能,平價上網
