
風(fēng)電知識(shí)點(diǎn) | 海上風(fēng)電施工簡(jiǎn)介,升壓站!
1.4 海上升壓站施工方案
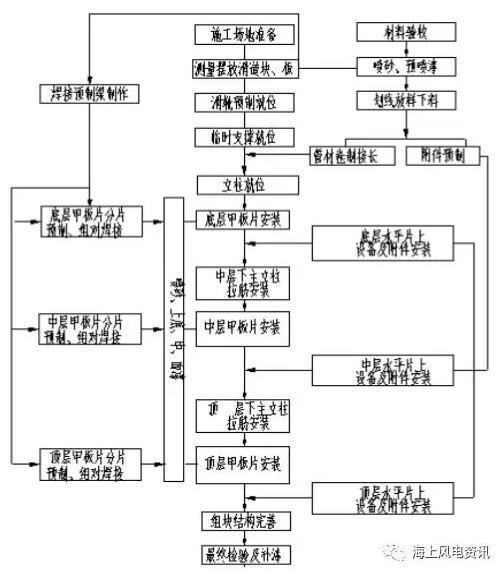
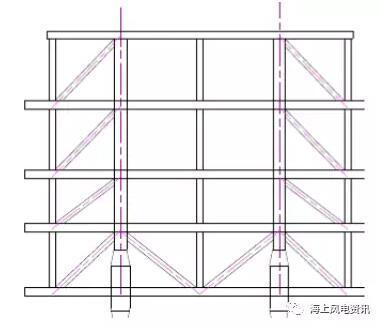
220kV 海上升壓站共有 3 部分組成: 樁基礎(chǔ)、導(dǎo)管架和上部組塊 (包括包括層間設(shè)備房和直升飛機(jī)平臺(tái)等),上部結(jié)構(gòu)采用整體安裝。
風(fēng)電施工簡(jiǎn)介,升壓站!" src="http://www.zuoguai.cn/uploadfile/2018/0403/20180403101325817.jpeg" style="width: 600px; height: 628px;" />
典型升壓站結(jié)構(gòu)
1.4.1 國(guó)內(nèi)建造安裝
海上升壓站的施工流程為: 鋼結(jié)構(gòu)加工與制作→電氣設(shè)備安裝→導(dǎo)管架沉放→鋼管樁沉樁→灌漿施工→上部平臺(tái)整體安裝。
1)基礎(chǔ)施工
海上升壓站工程的基礎(chǔ)沉樁施工可采用風(fēng)機(jī)基礎(chǔ)沉樁施工類似, 導(dǎo)管架沉放工藝可以參照四樁桁架式導(dǎo)管架的沉放工藝。具體施工作業(yè)流程可參見下圖。
風(fēng)電施工簡(jiǎn)介,升壓站!" src="http://www.zuoguai.cn/uploadfile/2018/0403/20180403101416222.jpeg" style="width: 245px; height: 639px;" />
導(dǎo)管架+管樁基礎(chǔ)結(jié)構(gòu)施工作業(yè)流程圖
2)升壓站上部組塊制作施工
升壓站工程的施工重點(diǎn)和難點(diǎn)在于上部組塊的建造與安裝, 其上部組塊結(jié)構(gòu)類同于海上石油類鉆井平臺(tái)上部組塊結(jié)構(gòu), 因此,可參考成熟的鉆井平臺(tái)上部組塊結(jié)構(gòu)的施工方案進(jìn)行考慮。
根據(jù)類似工程實(shí)際的操作模式, 為盡量減小現(xiàn)場(chǎng)的安裝次數(shù)、 避免現(xiàn)場(chǎng)焊接所可能造成的質(zhì)量缺陷, 同時(shí)減少海上設(shè)備安裝調(diào)試時(shí)間, 海上升壓站上部平臺(tái)宜采用陸上總裝的方式,將各層結(jié)構(gòu)分層預(yù)制拼裝, 在相應(yīng)安裝層完成后進(jìn)行其層面上電氣設(shè)備的安裝工作,最終形成可整體出運(yùn)的上部組塊(包括電氣設(shè)備)組合體。
上部組塊組裝工藝可參見如下:
上部組塊組裝工
施工程序簡(jiǎn)述如下:
1) 平臺(tái)碼頭前沿組裝
上部平臺(tái)采用分片預(yù)制,整體組對(duì)。
第一步:水平片車間分片預(yù)制
在焊接加工之前鋼結(jié)構(gòu)加工單位應(yīng)編寫詳細(xì)的焊接工藝程序,焊接工藝評(píng)定中必須給出詳細(xì)的焊接信息、 焊接要求、焊接程序鑒定報(bào)告及其他所有相關(guān)信息。 焊接程序鑒定報(bào)告應(yīng)包括 (但不限于) :焊接工藝、 焊接方法、焊接位置、 槽口幾何形狀和詳細(xì)信息、電特性、原材料、焊接材料、采用的相關(guān)規(guī)范與技術(shù)要求等。焊接環(huán)境要求:應(yīng)在室內(nèi)進(jìn)行,且焊接環(huán)境溫度應(yīng)大于 0℃(低于 0℃時(shí),應(yīng)在施焊處兩側(cè) 200mm 范圍內(nèi)加熱到 15℃以上或再進(jìn)行焊接施工),相對(duì)濕度<90%,且焊接工作區(qū)必須采取適當(dāng)?shù)拇胧┓里L(fēng)雨。
如在室外作業(yè),出現(xiàn)下列情況其中之一不得進(jìn)行,否則應(yīng)采取相應(yīng)措施。
① 風(fēng)速超過規(guī)定;
② 雨雪天氣;
③ 溫度小于零度;
④ 相對(duì)濕度> 90% 。
若鋼板由于運(yùn)輸、存儲(chǔ)及軋制、冷卻等環(huán)節(jié)而發(fā)生波浪、整體彎曲、局部凸起、邊緣折彎等變形,影響切割、卷筒質(zhì)量時(shí),在切割前必須進(jìn)行矯正。對(duì)所有焊縫均應(yīng)進(jìn)行外觀檢查。焊縫金屬應(yīng)緊密,焊道應(yīng)均勻,焊縫余高小于3mm,焊縫金屬與母材的過度應(yīng)平順, 不得有裂紋、 夾渣、氣孔、未融合、未焊透、 焊瘤、弧坑、根部收縮、和燒穿等缺陷。
每個(gè)施工工序都應(yīng)進(jìn)行嚴(yán)格質(zhì)量檢查,并對(duì)鋼管樁焊縫 100%進(jìn)行超聲波探傷(UT)檢測(cè)。在超聲波探傷不能對(duì)缺陷作出判斷時(shí),必須采用 X 射線探傷( RT),所有焊縫的 T 型接頭應(yīng)進(jìn)行 RT 探傷。
經(jīng) UT 或 RT 檢測(cè)的焊接接頭,如有不允許的缺陷,應(yīng)在缺陷清除后進(jìn)行補(bǔ)焊,并對(duì)該部分采用原檢測(cè)方法重新檢查直至合格。探傷工作應(yīng)在焊后 48 小時(shí)后進(jìn)行。同一部位返修不得超過兩次。
焊縫強(qiáng)度不低于母材強(qiáng)度,同時(shí)為了滿足低溫環(huán)境的需要,焊縫和熱影響區(qū)比 V 型缺口沖擊功滿足《低合金高強(qiáng)度結(jié)構(gòu)鋼》 (GB1591-2008)的要求,不低于 34J。
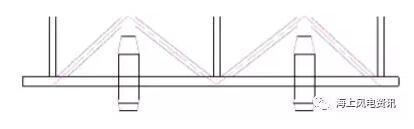
第二步:底層 4 根立柱就位
底層四根立柱為整體鋼結(jié)構(gòu)構(gòu)件的支撐性主體,需要采取專用措施進(jìn)行固定與定位,參照同類型大型鋼結(jié)構(gòu)件在支撐性主立柱結(jié)構(gòu)的方式, 可采取設(shè)置底部定位工藝導(dǎo)向桁架的輔助措施以準(zhǔn)確定位和固定主立柱結(jié)構(gòu)。 工藝導(dǎo)向桁架將承擔(dān)立柱臨時(shí)固定、 精確定位和垂直度調(diào)整的措施。

上部組塊組裝示意圖
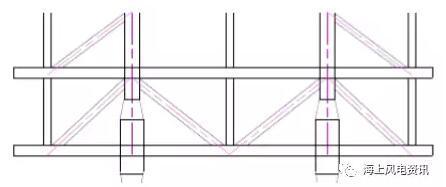
第三步:底層水平片安裝就位
底層水平片可根據(jù)不同分層上立柱的布置情況, 分部位進(jìn)行預(yù)制, 以與主立柱接觸的分片體為主要控制性部位,先期制作、先期安裝,以形成底層骨架結(jié)構(gòu),然后可進(jìn)行底層內(nèi)主要上立柱的安裝、 焊接工作,在主要網(wǎng)架節(jié)點(diǎn)完成后, 應(yīng)根據(jù)底層各設(shè)備布置的要求,分批、分部分進(jìn)行不同種類設(shè)備的安裝工作, 對(duì)于需要前期調(diào)試的特殊設(shè)備, 應(yīng)先期完成調(diào)整工作。在主要大型設(shè)備完成安裝后,進(jìn)行斜撐、管路與附屬設(shè)施的布置安裝工作。
上部組塊組裝示意圖
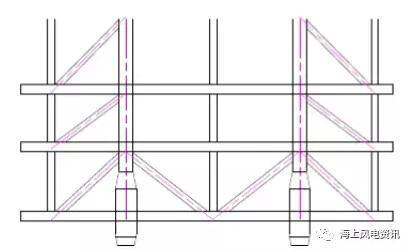
第四步:二層水平片安裝就位。
二層水平片內(nèi)各分片結(jié)構(gòu)的預(yù)制與焊接組合順序可參照底層水平層的順序施工。 因主變?cè)O(shè)備放置在本層內(nèi), 因此各分片結(jié)構(gòu)的安裝與焊接工序還要滿足主變?cè)O(shè)備先期放置調(diào)整的時(shí)間先后需求, 本層為整個(gè)上部組塊結(jié)構(gòu)的重點(diǎn)內(nèi)容, 需要根據(jù)各重要設(shè)備的安裝調(diào)試需求合理規(guī)劃各分片、立柱等結(jié)構(gòu)的施工工序。
上部組塊組裝示意圖
第五步:三層水平片安裝就位。
三層內(nèi)各水平片結(jié)構(gòu)的安裝施工與二層各分布基本一致, 因本層同樣會(huì)有大量電氣與通訊設(shè)備的安裝調(diào)試工作, 因此各水平分片、 立柱等結(jié)構(gòu)的組合焊接應(yīng)該以滿足設(shè)備安放、調(diào)試等工作為主要控制性要素,各工序的施工遵循設(shè)備廠家的建議執(zhí)行。
上部組塊組裝示意圖
第六步:四層水平片安裝就位。
四層屬于升壓站上部整體組塊中最頂部的結(jié)構(gòu)封閉層, 沒有立柱等層間結(jié)構(gòu), 因此組合與焊接的難度較低,各分水平片結(jié)構(gòu)以下一層主柱 /分立柱為主要控制性部分分別組裝焊制形成整體網(wǎng)架結(jié)構(gòu)后, 再進(jìn)行小片部位的拼裝整合工作, 最后進(jìn)行附屬構(gòu)件、 管路等設(shè)施的施工
上部組塊組裝示意圖
第七步:零星附屬結(jié)構(gòu)安裝
第八步:附屬設(shè)備與儀表的安裝施工、調(diào)試
第九步:?jiǎn)螜C(jī)調(diào)試、聯(lián)合調(diào)試
第十步:舾裝、涂裝施工
對(duì)于普陀 6 號(hào)海上風(fēng)電場(chǎng) 2 區(qū)工程,海上升壓站上部平臺(tái)包括鋼結(jié)構(gòu)體與內(nèi)置的電氣設(shè)備組塊。其中,電氣設(shè)備應(yīng)采用可靠性高、體積小的成套電氣設(shè)備,包括主變、 GIS、開關(guān)柜、接地變電阻柜、柴油機(jī)、低壓柜、二次柜、蓄電池、動(dòng)補(bǔ)、暖通、給排水等設(shè)備。整體運(yùn)輸與安裝尺寸約為 35m×32m×17.5m,整體重量約 2000t。
3)升壓站上部組塊海上運(yùn)輸與安裝升壓站上部組塊裝船
目前大尺寸、 超重量的海洋工程結(jié)構(gòu)組塊大部分屬于海洋石油類設(shè)施, 此種設(shè)施體形龐大,重量多超過 5000t 級(jí),采用滑道滑移裝船的方式,滑移裝船過程中,需要不斷對(duì)駁船進(jìn)行調(diào)載, 使駁船頂面與滑道處于同一高度上。 此種裝船運(yùn)輸方式多與結(jié)構(gòu)組裝調(diào)試方案所選用的場(chǎng)地設(shè)施能力、 組塊預(yù)估生產(chǎn)周期、 施工能力等條件相關(guān)聯(lián), 根據(jù)對(duì)國(guó)內(nèi)主要海工結(jié)構(gòu)大件物資的調(diào)研分析,對(duì)于海上升壓站上部組塊這樣的 3000t 級(jí)以下組塊結(jié)構(gòu),因其重量相對(duì)較輕, 尺寸面積相對(duì)有限, 可采用大型的起重類船只進(jìn)行陸-水浮式起重吊裝的模式, 不僅施工費(fèi)用相對(duì)較低, 同時(shí)對(duì)安裝調(diào)試所配套的場(chǎng)地設(shè)施資源要求較低, 使用時(shí)間短,因此,可采取起重船陸-水浮式起重吊裝的模式進(jìn)行升壓站上部組塊的裝船工序。
2) 運(yùn)輸船只規(guī)模選擇
運(yùn)輸用船舶應(yīng)盡量保證升壓站上部組塊的整體邊界在船舶型寬范圍內(nèi), 尤其應(yīng)保證底部四根主柱位置在船舶型寬有效范圍內(nèi)。 同時(shí),為保證船舶運(yùn)輸過程中橫縱傾角盡量降低,船舶長(zhǎng)度宜不小于 100m,綜合對(duì)運(yùn)輸船舶尺寸數(shù)據(jù)的要求并參考同類海工結(jié)構(gòu)組塊實(shí)際選用運(yùn)輸船舶的情況,可考慮選用 5000t 級(jí)甲板運(yùn)輸駁船進(jìn)行運(yùn)輸。
海上運(yùn)輸條件復(fù)雜,升壓站組塊為大尺寸、超重量的構(gòu)件,運(yùn)輸過程中受天氣、海況等影響較大, 船身可能出現(xiàn)橫傾晃動(dòng)的危險(xiǎn), 因此需要根據(jù)升壓站尺寸與重量等條件, 統(tǒng)籌規(guī)劃生產(chǎn)基地, 選擇有利的天氣時(shí)機(jī), 并對(duì)運(yùn)輸船舶增加臨時(shí)輔助固定裝置, 降低運(yùn)輸過程中的風(fēng)險(xiǎn),增加運(yùn)輸過程中的可靠性。
3) 起重船只規(guī)模選擇與起吊方案規(guī)劃
升壓站上部組塊的起吊方案是整個(gè)升壓站施工的重點(diǎn), 因上部組塊各層中布置的設(shè)備重量與位置不一致, 使各層塊重心與形心的位置無法統(tǒng)一, 最終導(dǎo)致整個(gè)上部組塊的整體重心與形心無法統(tǒng)一, 單純采用單點(diǎn)起重的起吊方案將無法實(shí)現(xiàn)不等重心形心結(jié)構(gòu)的安全起吊,結(jié)合類似海工組塊的起吊方案設(shè)計(jì), 并根據(jù)升壓站上部組塊的特點(diǎn), 起重吊裝方案可考慮如下:
① 分層設(shè)置吊點(diǎn)
針對(duì)每層結(jié)構(gòu)構(gòu)件和布置設(shè)備的情況, 分別計(jì)算不同結(jié)構(gòu)分層的形心和重點(diǎn)位置, 并根據(jù)相應(yīng)數(shù)據(jù)設(shè)置起吊吊點(diǎn)和鋼絲繩參數(shù)等內(nèi)容。
② 單層至整體組合計(jì)算
在完成各單層起吊方案的規(guī)劃設(shè)計(jì)后, 應(yīng)結(jié)合各單獨(dú)層的起重需求并考慮主變?cè)O(shè)備布置在組塊中上部的特點(diǎn), 合理考慮整體部件起吊點(diǎn)的布置原則, 通過調(diào)整鋼絲繩長(zhǎng)度、 變更起吊點(diǎn)位置以調(diào)整吊距等措施, 將整體組塊的起吊中心和重點(diǎn)盡量保持在組塊中部偏下的位置,降低吊裝過程中受外力影響所出現(xiàn)的傾覆力矩。
③ 設(shè)置上部吊架
上部吊架的設(shè)置將可合理調(diào)整各層重心和形心不重合的問題, 因此將所出現(xiàn)的不平衡力矩問題轉(zhuǎn)移至吊架上進(jìn)行調(diào)整, 此為重大件物資中常用的起吊輔助裝置, 根據(jù)此類臨時(shí)裝備的調(diào)研,其重量多在 100~150t 左右,尺寸可根據(jù)起吊物件的特征和需要調(diào)整力矩需求進(jìn)行調(diào)整。
起重方案的規(guī)劃設(shè)計(jì)是整個(gè)升壓站工程施工的重點(diǎn)和難點(diǎn)問題, 受限于普陀 6 號(hào)海上風(fēng)電場(chǎng) 2 區(qū)工程主要設(shè)備等參數(shù)尚未確定,關(guān)于起重方案的設(shè)計(jì)目前還限于方案規(guī)劃階段,應(yīng)在設(shè)備招標(biāo)確定后, 根據(jù)具體參數(shù)及施工單位起重設(shè)備情況進(jìn)行起重方案的具體設(shè)計(jì)工作。
起重船規(guī)模的選擇主要受上部組塊起吊重心位置、 起重機(jī)吊幅條件、 起重重量等參數(shù)控制,國(guó)內(nèi)目前的“風(fēng)范”號(hào)( 2400t 級(jí)),“奮進(jìn)”號(hào)( 2600t),“大力”號(hào)( 3000t級(jí))等起重船均可滿足海上升壓站上部組塊的起吊工作,船機(jī)設(shè)備可選余地較大。
4)升壓站上部組塊海上安裝
經(jīng)過對(duì)國(guó)內(nèi)外海上大型平臺(tái)安裝方法的調(diào)研,主要安裝方式有以下兩種:
① 浮托法
浮托法是海洋石油工業(yè)上針對(duì)大型組塊海上運(yùn)輸和安裝的一種方法。 即大型整體組塊在陸上大型鋼結(jié)構(gòu)生產(chǎn)基地臨港滑道上建設(shè)完成, 通過可調(diào)載的大型駁船, 駁船甲板上放有與陸地滑道相對(duì)立的滑道, 用絞車將組塊拖拉到駁船上設(shè)計(jì)的定點(diǎn)位置, 然后運(yùn)輸至安裝位置,通過運(yùn)輸船只調(diào)節(jié)壓載水艙的水量和潮位變化條件, 使船只穩(wěn)步下沉將上部整體組塊安裝進(jìn)基礎(chǔ)連接套管內(nèi),完成上部組塊的整體安裝工作。
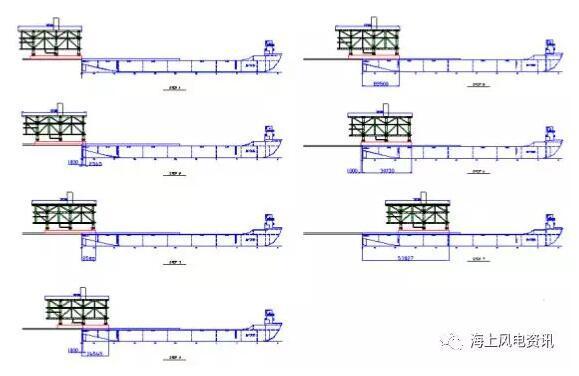
整體組塊滑移裝船示意圖

官方微信售電那點(diǎn)事兒")
責(zé)任編輯:電改觀察員
- 相關(guān)閱讀
- 火力發(fā)電
- 風(fēng)力發(fā)電
- 水力發(fā)電
- 光伏太陽(yáng)能
-

重新審視“雙循環(huán)”下的光伏行業(yè)
2020-11-02光伏行業(yè),光伏技術(shù),光伏出口 -

能源轉(zhuǎn)型進(jìn)程中火電企業(yè)的下一程
2020-11-02五大發(fā)電,火電,煤電 -

國(guó)內(nèi)最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長(zhǎng)龍山抽水蓄能電站,水力發(fā)電
-
能源轉(zhuǎn)型進(jìn)程中火電企業(yè)的下一程
2020-11-02五大發(fā)電,火電,煤電 -

資本市場(chǎng):深度研究火電行業(yè)價(jià)值
2020-07-09火電,火電公司,電力行業(yè) -

國(guó)家能源局印發(fā)2020年能源工作指導(dǎo)意見:從嚴(yán)控制、按需推動(dòng)煤電項(xiàng)目建設(shè)
2020-06-29煤電,能源轉(zhuǎn)型,國(guó)家能源局
-

高塔技術(shù)助力分散式風(fēng)電平價(jià)上網(wǎng)
-

創(chuàng)造12項(xiàng)世界第一!世界首個(gè)柔性直流電網(wǎng)工程組網(wǎng)成功
2020-06-29?清潔能源,多能互補(bǔ),風(fēng)電 -

桂山風(fēng)電項(xiàng)目部組織集體默哀儀式
2020-04-08桂山風(fēng)電項(xiàng)目部組織



