
【干貨】海上風電升壓站施工簡介
1 4 海上升壓站施工方案220kV 海上升壓站共有 3 部分組成: 樁基礎、導管架和上部組塊 (包括包括層間設備房和直升飛機平臺等),上
1.4 海上升壓站施工方案
220kV 海上升壓站共有 3 部分組成: 樁基礎、導管架和上部組塊 (包括包括層間設備房和直升飛機平臺等),上部結構采用整體安裝。
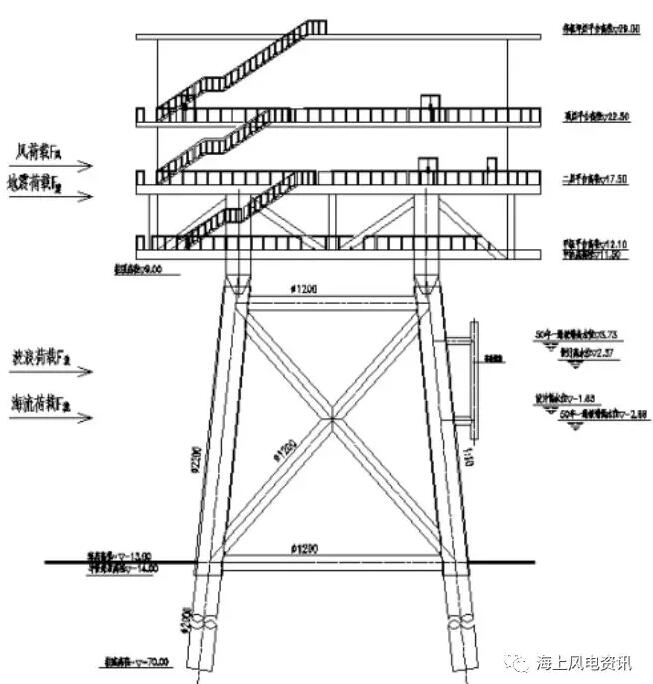
典型升壓站結構
1.4.1 國內建造安裝
海上升壓站的施工流程為: 鋼結構加工與制作→電氣設備安裝→導管架沉放→鋼管樁沉樁→灌漿施工→上部平臺整體安裝。
1)基礎施工
海上升壓站工程的基礎沉樁施工可采用風機基礎沉樁施工類似, 導管架沉放工藝可以參照四樁桁架式導管架的沉放工藝。具體施工作業流程可參見下圖。

導管架+管樁基礎結構施工作業流程圖
2)升壓站上部組塊制作施工
升壓站工程的施工重點和難點在于上部組塊的建造與安裝, 其上部組塊結構類同于海上石油類鉆井平臺上部組塊結構, 因此,可參考成熟的鉆井平臺上部組塊結構的施工方案進行考慮。
根據類似工程實際的操作模式, 為盡量減小現場的安裝次數、 避免現場焊接所可能造成的質量缺陷, 同時減少海上設備安裝調試時間, 海上升壓站上部平臺宜采用陸上總裝的方式,將各層結構分層預制拼裝, 在相應安裝層完成后進行其層面上電氣設備的安裝工作,最終形成可整體出運的上部組塊(包括電氣設備)組合體。
上部組塊組裝工藝可參見如下:

上部組塊組裝工藝
施工程序簡述如下:
1) 平臺碼頭前沿組裝
上部平臺采用分片預制,整體組對。
第一步:水平片車間分片預制
在焊接加工之前鋼結構加工單位應編寫詳細的焊接工藝程序,焊接工藝評定中必須給出詳細的焊接信息、 焊接要求、焊接程序鑒定報告及其他所有相關信息。 焊接程序鑒定報告應包括 (但不限于) :焊接工藝、 焊接方法、焊接位置、 槽口幾何形狀和詳細信息、電特性、原材料、焊接材料、采用的相關規范與技術要求等。焊接環境要求:應在室內進行,且焊接環境溫度應大于 0℃(低于 0℃時,應在施焊處兩側 200mm 范圍內加熱到 15℃以上或再進行焊接施工),相對濕度<90%,且焊接工作區必須采取適當的措施防風雨。
如在室外作業,出現下列情況其中之一不得進行,否則應采取相應措施。
① 風速超過規定;
② 雨雪天氣;
③ 溫度小于零度;
④ 相對濕度> 90% 。
若鋼板由于運輸、存儲及軋制、冷卻等環節而發生波浪、整體彎曲、局部凸起、邊緣折彎等變形,影響切割、卷筒質量時,在切割前必須進行矯正。對所有焊縫均應進行外觀檢查。焊縫金屬應緊密,焊道應均勻,焊縫余高小于3mm,焊縫金屬與母材的過度應平順, 不得有裂紋、 夾渣、氣孔、未融合、未焊透、 焊瘤、弧坑、根部收縮、和燒穿等缺陷。
每個施工工序都應進行嚴格質量檢查,并對鋼管樁焊縫 100%進行超聲波探傷(UT)檢測。在超聲波探傷不能對缺陷作出判斷時,必須采用 X 射線探傷( RT),所有焊縫的 T 型接頭應進行 RT 探傷。
經 UT 或 RT 檢測的焊接接頭,如有不允許的缺陷,應在缺陷清除后進行補焊,并對該部分采用原檢測方法重新檢查直至合格。探傷工作應在焊后 48 小時后進行。同一部位返修不得超過兩次。
焊縫強度不低于母材強度,同時為了滿足低溫環境的需要,焊縫和熱影響區比 V 型缺口沖擊功滿足《低合金高強度結構鋼》 (GB1591-2008)的要求,不低于 34J。
第二步:底層 4 根立柱就位
底層四根立柱為整體鋼結構構件的支撐性主體,需要采取專用措施進行固定與定位,參照同類型大型鋼結構件在支撐性主立柱結構的方式, 可采取設置底部定位工藝導向桁架的輔助措施以準確定位和固定主立柱結構。 工藝導向桁架將承擔立柱臨時固定、 精確定位和垂直度調整的措施。

上部組塊組裝示意圖
第三步:底層水平片安裝就位
底層水平片可根據不同分層上立柱的布置情況, 分部位進行預制, 以與主立柱接觸的分片體為主要控制性部位,先期制作、先期安裝,以形成底層骨架結構,然后可進行底層內主要上立柱的安裝、 焊接工作,在主要網架節點完成后, 應根據底層各設備布置的要求,分批、分部分進行不同種類設備的安裝工作, 對于需要前期調試的特殊設備, 應先期完成調整工作。在主要大型設備完成安裝后,進行斜撐、管路與附屬設施的布置安裝工作。

上部組塊組裝示意圖
第四步:二層水平片安裝就位。
二層水平片內各分片結構的預制與焊接組合順序可參照底層水平層的順序施工。 因主變設備放置在本層內, 因此各分片結構的安裝與焊接工序還要滿足主變設備先期放置調整的時間先后需求, 本層為整個上部組塊結構的重點內容, 需要根據各重要設備的安裝調試需求合理規劃各分片、立柱等結構的施工工序。
上部組塊組裝示意圖
第五步:三層水平片安裝就位。
三層內各水平片結構的安裝施工與二層各分布基本一致, 因本層同樣會有大量電氣與通訊設備的安裝調試工作, 因此各水平分片、 立柱等結構的組合焊接應該以滿足設備安放、調試等工作為主要控制性要素,各工序的施工遵循設備廠家的建議執行。

上部組塊組裝示意圖
第六步:四層水平片安裝就位。
四層屬于升壓站上部整體組塊中最頂部的結構封閉層, 沒有立柱等層間結構, 因此組合與焊接的難度較低,各分水平片結構以下一層主柱 /分立柱為主要控制性部分分別組裝焊制形成整體網架結構后, 再進行小片部位的拼裝整合工作, 最后進行附屬構件、 管路等設施的施工。

上部組塊組裝示意圖
第七步:零星附屬結構安裝
第八步:附屬設備與儀表的安裝施工、調試
第九步:單機調試、聯合調試
第十步:舾裝、涂裝施工
對于普陀 6 號海上風電場 2 區工程,海上升壓站上部平臺包括鋼結構體與內置的電氣設備組塊。其中,電氣設備應采用可靠性高、體積小的成套電氣設備,包括主變、 GIS、開關柜、接地變電阻柜、柴油機、低壓柜、二次柜、蓄電池、動補、暖通、給排水等設備。整體運輸與安裝尺寸約為 35m×32m×17.5m,整體重量約 2000t。
3)升壓站上部組塊海上運輸與安裝升壓站上部組塊裝船
目前大尺寸、 超重量的海洋工程結構組塊大部分屬于海洋石油類設施, 此種設施體形龐大,重量多超過 5000t 級,采用滑道滑移裝船的方式,滑移裝船過程中,需要不斷對駁船進行調載, 使駁船頂面與滑道處于同一高度上。 此種裝船運輸方式多與結構組裝調試方案所選用的場地設施能力、 組塊預估生產周期、 施工能力等條件相關聯, 根據對國內主要海工結構大件物資的調研分析,對于海上升壓站上部組塊這樣的 3000t 級以下組塊結構,因其重量相對較輕, 尺寸面積相對有限, 可采用大型的起重類船只進行陸-水浮式起重吊裝的模式, 不僅施工費用相對較低, 同時對安裝調試所配套的場地設施資源要求較低, 使用時間短,因此,可采取起重船陸-水浮式起重吊裝的模式進行升壓站上部組塊的裝船工序。
2) 運輸船只規模選擇
運輸用船舶應盡量保證升壓站上部組塊的整體邊界在船舶型寬范圍內, 尤其應保證底部四根主柱位置在船舶型寬有效范圍內。 同時,為保證船舶運輸過程中橫縱傾角盡量降低,船舶長度宜不小于 100m,綜合對運輸船舶尺寸數據的要求并參考同類海工結構組塊實際選用運輸船舶的情況,可考慮選用 5000t 級甲板運輸駁船進行運輸。
海上運輸條件復雜,升壓站組塊為大尺寸、超重量的構件,運輸過程中受天氣、海況等影響較大, 船身可能出現橫傾晃動的危險, 因此需要根據升壓站尺寸與重量等條件, 統籌規劃生產基地, 選擇有利的天氣時機, 并對運輸船舶增加臨時輔助固定裝置, 降低運輸過程中的風險,增加運輸過程中的可靠性。
3) 起重船只規模選擇與起吊方案規劃
升壓站上部組塊的起吊方案是整個升壓站施工的重點, 因上部組塊各層中布置的設備重量與位置不一致, 使各層塊重心與形心的位置無法統一, 最終導致整個上部組塊的整體重心與形心無法統一, 單純采用單點起重的起吊方案將無法實現不等重心形心結構的安全起吊,結合類似海工組塊的起吊方案設計, 并根據升壓站上部組塊的特點, 起重吊裝方案可考慮如下:
① 分層設置吊點
針對每層結構構件和布置設備的情況, 分別計算不同結構分層的形心和重點位置, 并根據相應數據設置起吊吊點和鋼絲繩參數等內容。
② 單層至整體組合計算
在完成各單層起吊方案的規劃設計后, 應結合各單獨層的起重需求并考慮主變設備布置在組塊中上部的特點, 合理考慮整體部件起吊點的布置原則, 通過調整鋼絲繩長度、 變更起吊點位置以調整吊距等措施, 將整體組塊的起吊中心和重點盡量保持在組塊中部偏下的位置,降低吊裝過程中受外力影響所出現的傾覆力矩。
③ 設置上部吊架
上部吊架的設置將可合理調整各層重心和形心不重合的問題, 因此將所出現的不平衡力矩問題轉移至吊架上進行調整, 此為重大件物資中常用的起吊輔助裝置, 根據此類臨時裝備的調研,其重量多在 100~150t 左右,尺寸可根據起吊物件的特征和需要調整力矩需求進行調整。
起重方案的規劃設計是整個升壓站工程施工的重點和難點問題, 受限于普陀 6 號海上風電場 2 區工程主要設備等參數尚未確定,關于起重方案的設計目前還限于方案規劃階段,應在設備招標確定后, 根據具體參數及施工單位起重設備情況進行起重方案的具體設計工作。
起重船規模的選擇主要受上部組塊起吊重心位置、 起重機吊幅條件、 起重重量等參數控制,國內目前的“風范”號( 2400t 級),“奮進”號( 2600t),“大力”號( 3000t級)等起重船均可滿足海上升壓站上部組塊的起吊工作,船機設備可選余地較大。
4)升壓站上部組塊海上安裝
經過對國內外海上大型平臺安裝方法的調研,主要安裝方式有以下兩種:
① 浮托法
浮托法是海洋石油工業上針對大型組塊海上運輸和安裝的一種方法。 即大型整體組塊在陸上大型鋼結構生產基地臨港滑道上建設完成, 通過可調載的大型駁船, 駁船甲板上放有與陸地滑道相對立的滑道, 用絞車將組塊拖拉到駁船上設計的定點位置, 然后運輸至安裝位置,通過運輸船只調節壓載水艙的水量和潮位變化條件, 使船只穩步下沉將上部整體組塊安裝進基礎連接套管內,完成上部組塊的整體安裝工作。

整體組塊滑移裝船示意圖

浮托法海上安裝圖
浮托法對運輸船舶的尺寸和基礎的寬度匹配上限制十分嚴格, 運輸船舶既要滿足整體部件的載重要求, 又要求能夠順利駛入基礎鋼管樁空隙之間將上部平臺對中安放。 所以浮托法的安裝方式直接影響升壓站的基礎型式設計方案。
② 起重船吊裝法
起重船吊裝法即采用大型起重船從運輸船舶上將鋼結構平臺起吊,安裝到基地結構上。此種安裝方法在海上石油平臺的安裝中廣泛應用。

上部平臺整體吊裝圖
1.4.2 國外整體采購
目前國內除海上石油平臺外, 海上升壓站還沒有先例, 從設計到加工制造都處于探索的階段。而國外海上風電場建設已有較大規模,海上升壓站設計、建造的技術相對成熟,所以可以考慮從國外整體采購海上升壓站上部組塊 (包括內部電氣設備等) ,在國外加工制造完成后,直接運輸至現場進行安裝。

國外幾座海上升壓站型式圖片

國外幾座海上升壓站型式圖片

國外幾座海上升壓站型式圖片

國外幾座海上升壓站型式圖片

責任編輯:仁德財
免責聲明:本文僅代表作者個人觀點,與本站無關。其原創性以及文中陳述文字和內容未經本站證實,對本文以及其中全部或者部分內容、文字的真實性、完整性、及時性本站不作任何保證或承諾,請讀者僅作參考,并請自行核實相關內容。
我要收藏
個贊
-

重新審視“雙循環”下的光伏行業
2020-11-02光伏行業,光伏技術,光伏出口 -

能源轉型進程中火電企業的下一程
2020-11-02五大發電,火電,煤電 -

國內最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長龍山抽水蓄能電站,水力發電
-
能源轉型進程中火電企業的下一程
2020-11-02五大發電,火電,煤電 -

資本市場:深度研究火電行業價值
2020-07-09火電,火電公司,電力行業 -

國家能源局印發2020年能源工作指導意見:從嚴控制、按需推動煤電項目建設
2020-06-29煤電,能源轉型,國家能源局
-

高塔技術助力分散式風電平價上網
2020-10-15分散式風電,風電塔筒,北京國際風能大會 -

創造12項世界第一!世界首個柔性直流電網工程組網成功
2020-06-29?清潔能源,多能互補,風電 -

桂山風電項目部組織集體默哀儀式
2020-04-08桂山風電項目部組織
-
國內最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長龍山抽水蓄能電站,水力發電 -
今后秦嶺生態環境保護區內不再審批和新建小水電站
2020-06-29小水電,水電站,水電 -

3.2GW!能源局同意確定河北新增三個抽水蓄能電站選點規劃
2020-06-29抽水蓄能,抽水蓄能電站,國家能源局
-
重新審視“雙循環”下的光伏行業
2020-11-02光伏行業,光伏技術,光伏出口 -

官司纏身、高層動蕩、工廠停產 “保殼之王”天龍光電將被ST
2020-09-11天龍光電,光伏設備,光伏企業現狀 -

央視財經熱評丨光伏發電的平價時代到了嗎?
2020-08-24儲能,光伏儲能,平價上網
