煉廠產氫資源如何優化利用
1前言
隨著高硫重質原油加工比例的增大,以及原油加工深度和環境保護對成品油質量要求的不斷提高,加氫工藝得到越來越廣泛的應用,煉廠對氫氣的需求量不斷增加,氫氣成本已成為煉油企業原料成本中的主要組成因素,尋求低成本氫氣,提高氫氣資源利用率,對企業降低經營成本、提高綜合效益具有重大意義。
洛陽石化的氫源主要由重整氫、自產氫和外購氫三部分組成,2016年,公司共消耗氫氣54.1kt,其中重整氫占69.3%,自產氫占1.9%,外購氫占28.8%。外購氫系煤制氫氣,氫純度99.99%,價格高(市場均價約11500元/t),因其比例高,導致公司用氫成本整體偏高,氫氣資源優化利用需求迫切。
經過對洛陽石化公司氫氣資源進行系統分析,通過提高重整加工負荷、增開芳烴PSA、含氫干氣去向的優化調整、兩套PSA相關流程改造及操作優化等措施,使公司內部氫氣資源潛力得到最大限度地發揮。
2氫氣資源利用現狀分析
公司外購氫氣壓力為2.0~2.7MPa,進制氫裝置產品氫氣壓縮機入口,經增壓至3.3MPa進入氫氣管網。內部氫氣管網壓力3.5MPa,來源主要是重整氫和自產氫,自產氫氣主要靠制氫PSA和芳烴PSA兩套裝置,自各裝置富氫干氣中回收。
2.1重整裝置產氫相對偏低
重整裝置設計加工能力為0.7Mt/a,產氫率為8.45%。但根據2016年實際運行數據,裝置平均負荷率僅為95.9%,產氫率僅為7.2%。重整裝置資源利用率不足,主要限制因素如下。
2.1.1重整原料限制
公司總設計煉油加工能力8.0Mt/a,2016年實際加工原油5.66Mt,主流程低負荷生產下,石腦油資源相對短缺,重整裝置負荷提高受到限制。
2.1.2反應加熱爐爐管溫度限制
重整反應加熱爐爐管設計操作溫度≤650℃,但第一反應加熱爐現場實測溫度平均值已達625~630℃,受瓦斯壓力波動、調整滯后等因素影響,超溫現象時有發生,限制了反應溫度及加工量的進一步提高。
2.1.3石腦油預分餾塔分離精度限制
預分餾塔分離效果差,一方面塔頂拔頭油中有效重整進料組分達15%以上,造成石腦油資源浪費;另一方面,重整進料中C5組分含量超過3%,大量無效組分進入重整裝置,占用反應負荷能力,影響重整產氫。
主要原因:石腦油預分餾塔降壓操作后,塔底泵(即預加氫進料泵)入口壓力降低,介質汽化程度增加,易發生氣蝕現象。為保證其正常供料,增加了進料和塔底物料的換熱量,導致塔進料溫度高,塔頂氣相負荷增大,頂溫升高,塔壓升高,塔底溫度升高。從而形成整個塔熱量過剩的惡性循環,導致分離效果變差。
2.2富氫干氣回收利用不合理
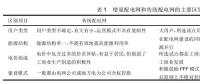
2016年底各裝置含氫干氣性質及回收利用情況見表1。
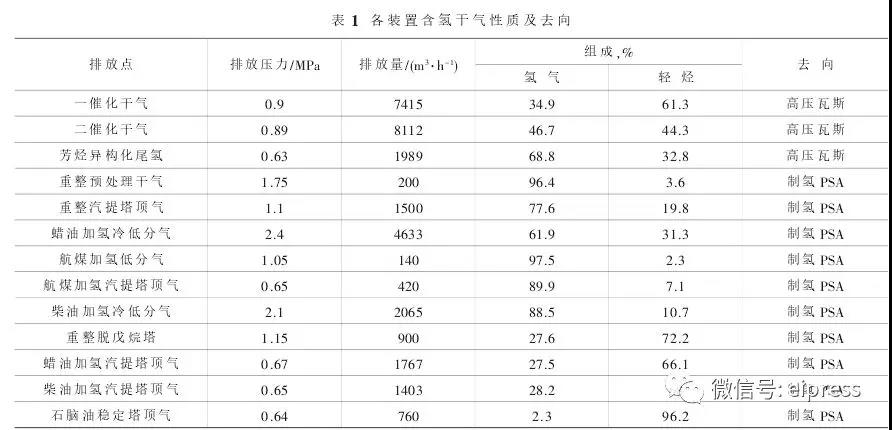
由表1可以看出,含氫干氣回收利用存在以下不合理:
①貧氫、富氫氣體劃分不清晰。氫純度較低的部分貧氫氣體,如重整脫戊烷塔頂氣、兩套加氫汽提塔頂氣、石腦油穩定塔頂氣等,進入富氫管網,拉低了制氫PSA原料的氫純度,增加了運行成本,影響產氫率。
②富氫氣體存在浪費。氫純度較高的異構化尾氫及兩套催化干氣進入高壓瓦斯,其中氫氣未能回收利用。
2.3兩套PSA產氫裝置負荷放空
芳烴PSA裝置設計產氫能力5000m3/h,以催化裂化干氣和對二甲苯裝置PX釋放氣為原料,產品氫氣純度達到99.99%,氫氣總收率≥85%。2011年以來,因壓縮機、閥門等設備故障率高,裝置一直未能連續運轉,2016年處于停運狀態。
制氫PSA裝置由公司40000m3/h制氫裝置基礎上改造而來,利用制氫裝置的原料脫硫及PSA氫氣提純兩個部分,采用8-1-4PSA工藝流程,通過調整吸附塔的吸附劑數量和比例,實現了富氫氣體經PSA提純回收氫氣的目的。
裝置設計原料處理能力17000m3/h,2016年11月投入使用以來,裝置維持處理量8000~9000m3/h低負荷運行,產品氫純度約99.5%,氫氣產量約2500~3000m3/h。存在問題:一是裝置負荷低,富氫氣體部分循環至高壓瓦斯管網;二是原料氫純度低,不足65%;三是氫氣回收率低,不足81%。
3氫氣資源優化
3.1重整裝置產氫優化
3.1.1拓寬重整石腦油原料資源
一方面增加外購,月外購石腦油數量由3000t增加到12000t以上;另一方面將初頂石腦油、柴油加氫石腦油終餾點指標控制下限分別提高2℃、4℃,使石腦油終餾點平均保持在170℃以上,保證內部石腦油資源充分拔出。
3.1.2優化加熱爐運行
①更換第一反應加熱爐火嘴。聯系長嶺所、燃燒器廠家檢測其實際燃燒情況,并重新核算燃燒器負荷后,更換了全部火嘴。火嘴更換后,一反加熱爐輻射區爐管表面溫度由640℃降到630℃以下,為裝置提高加工量創造了條件。
②對加熱爐實施特護,班組每2h監測一次,技術人員每天2次監測爐管溫度,根據溫度分布情況及時調整火焰分布,保證裝置在大負荷下加熱爐的安穩運行。
3.1.3優化重整反應條件
①優化石腦油預分餾塔操作,將重整進料初餾點由68.8℃提高到70.9℃,減少重整進料中的無效組分,提高重整進料的品質。
②結合原料芳潛的變化,根據重整反應溫降、加熱爐負荷情況,采取變負荷加工模式,即加工低硫原油時,重整負荷92t/h;加工高硫原油時,重整負荷93t/h,既保證了重整裝置的高負荷運行,又保證了加熱爐爐管的安全。
③實施反應溫度梯級控制,將第三、第四反應器入口溫度提高2℃,充分發揮第三、第四反應器的反應能力,提高氫氣收率。通過優化,重整裝置加工負荷提高并穩定在105.5%,產氫率提高到7.4%以上,具體情況見表2。

3.2含氫氣體管網優化
3.2.1優化制氫
PSA原料將氫氣含量較低的石腦油穩定塔頂氣及重整脫戊烷塔頂氣改至焦化和催化吸收穩定單元,將富氫的芳烴異構化尾氣約2000m3/h改入,使制氫PSA原料中的氫氣含量從65%提高到70%以上,氫氣產量提高1100m3/h。
3.2.2優化制氫PSA操作
①提高裝置負荷。將原料氣至高壓瓦斯循環閥完全關閉,裝置處理量由9000m3/h提高到13000m3/h,實現臨氫裝置富氫氣體全回收的目標。
②高負荷運轉情況下,放寬產品氫氣純度指標至99.0%,其中CO+CO2含量≤20mL/m3,適當延長吸附時間,提高氫氣回收率,使裝置產氫量提高到7500m3/h。
3.2.3增開芳烴PSA裝置
對芳烴PSA裝置進行全面檢修,2017年4月開工,回收催化干氣約8000m3/h,實現產氫3500~4000m3/h。
3.3優化用氫
①停用聚丙烯裝置小PSA單元。完善流程,將外購高純氫直接改入聚丙烯裝置,滿足其工藝用氫,節約氫氣150m3/h。
②催化柴油加氫汽提塔間斷用氫。僅在生產普通柴油期間使用汽提氫氣,作為LTAG(即催化輕柴油生產高辛烷值汽油或輕質芳烴技術)回煉進料時,不投汽提氫氣,節約氫氣約550m3/h。
3.4優化效果及存在問題
3.4.1優化效果
經過氫氣資源優化,至2017年6月,公司外購氫氣比例降至14.4%,具體見表3,扣除裝置運行成本,每季度增加效益約1620萬元。

3.4.2存在的問題
①兩套催化干氣未能全部回收。公司兩套催化裝置干氣約15000m3/h,目前芳烴PSA回收約8000m3/h,因其后路管網壓力高,外送氫氣壓縮機負荷受限,影響其加工量進一步提高。
②制氫PSA裝置原料壓縮機負荷受限。制氫原料壓縮機設計負荷17000m3/h,隨著柴油質量升級,直餾柴油加氫反應苛刻度提高,催化柴油加氫裝置開工運行,再加上蠟油加氫裝置負荷提高,各臨氫裝置富氫氣體總量超過20000m3/h,但制氫PSA負荷高至15000m3/h以上后,進一步增加受到限制。
③重整氫氣品質相對較差。重整裝置氫提純單元設計采用普通水冷,氫氣再接觸溫度約40~45℃,導致重整氫氣中夾帶輕烴組分較多,氫純度平均為90.5%,品質相對較差。
4進一步優化措施
4.1降低芳烴
PSA氫氣后路壓力增加芳烴PSA氫氣至外購氫管網流程,使其氫氣壓縮機出口壓力由3.2MPa降低至2.5MPa,提高其產氫能力至4500m3/h以上,實現回收催化干氣11000m3/h以上。
4.2挖掘制氫PSA能力,提高富氫氣體回收率
4.2.1三股貧氫干氣后路優化
將蠟油加氫及柴油加氫汽提塔頂氣和石腦油穩定塔頂干氣改至二催化吸收穩定,回收其中的液化氣組分,脫硫后進高壓瓦斯管網,不再進制氫PSA單元。
4.2.2壓頭較高兩股低分氣合理優化
增上高壓(2.5MPa)胺液脫硫設施,將壓力較高的蠟油加氫及柴油加氫低分氣集中,經高壓胺液脫硫后,直接進制氫PSA原料壓縮機出口,釋放其負荷能力至25000m3/h。屆時,除了加工現有臨氫裝置富氫氣體外,還可將剩余的約4000m3/h催化干氣引入制氫PSA,實現富氫氣體全部回收利用。
4.2.3制氫
PSA工藝流程及操作優化結合提高負荷后25000m3/h的原料氣組成和流量,將工藝流程由8-1-4PSA調整至10-2-4PSA,對現有運行時間和調節閥進行優化處理,可實現產氫12000m3/h。
4.3改造提高重整氫氣產量及品質
4.3.1重整預加氫進料泵改造
核算工藝參數,確定重整預加氫進料泵適宜的氣蝕余量,提交廠家實施改造,改變石腦油預分餾塔熱量不合理的情況,提高其分離效果,減少重整料損失,提高重整進料品質,增加重整氫氣產率。
4.3.2增上重整氫氣低溫提純設施
在氫氣再接觸罐前增上兩組換熱器,將氣液分離罐底增壓泵出口油氣先用氫氣高壓提純罐后冷油冷卻;然后再用冷凍水過冷,將氫氣再接觸溫度由目前的40~45℃降低至12~13℃,提高氫氣純度至92%以上,在提高重整氫氣品質的同時,增加無硫液化氣收率。
4.4預期優化效果
優化后,預計重整負荷率能穩定在108.6%,產氫量達到48000m3/h,氫純度92%以上;富氫和貧氫干氣清晰劃分,富氫干氣全部進PSA回收,兩套PSA裝置負荷能力放到最大,純氫產氫量可達16000m3/h以上,外購氫氣比例將進一步降低至9%以下,扣除裝置運行成本,預計每季度將在現有基礎上再增加效益1250萬元。優化后的富氫氣體回收利用情況及優化效果分別見表4、表5。


5結論
①通過拓展石腦油原料資源,優化加熱爐及反應操作,檢修消缺等,實現并穩定重整裝置加工負荷在108%以上,深度挖掘重整氫氣產率,是降低企業用氫成本的有力手段。
②清晰劃分含氫干氣,將貧氫氣體進催化回收液化氣,富氫氣體進PSA回收、自產高純氫,根據各干氣資源優勢區別對待,合理利用,降低自產氫氣的運行成本。
③通過芳烴PSA流程優化、增上高壓胺液脫硫設施、制氫PSA工藝流程及操作優化等措施,釋放兩套PSA制氫的最大潛能,是提高自產氫氣比例、降低企業用氫成本的最有效措施。

責任編輯:仁德財